53 705 läst · 303 svar
54k läst
303 svar
Allt om vertikalfräsar och vertikalfräsning
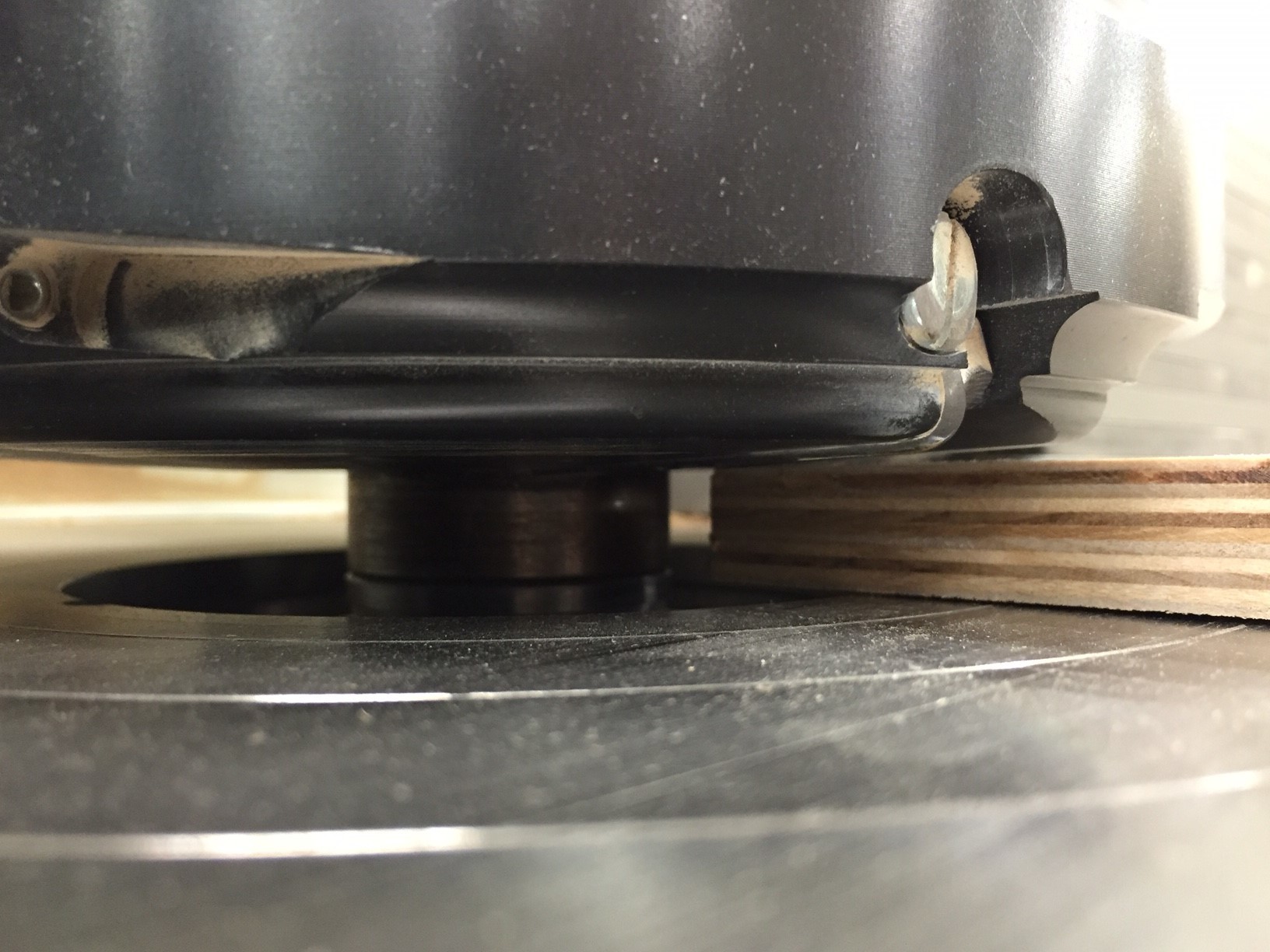
Nu är man ute på hal is... testar att sätta upp friskuttern.
testar att sätta upp friskuttern.
Jag har en distanshylsa under kuttern, då spindelns utbuktning ”nyper” fast inne i kuttern, ok?

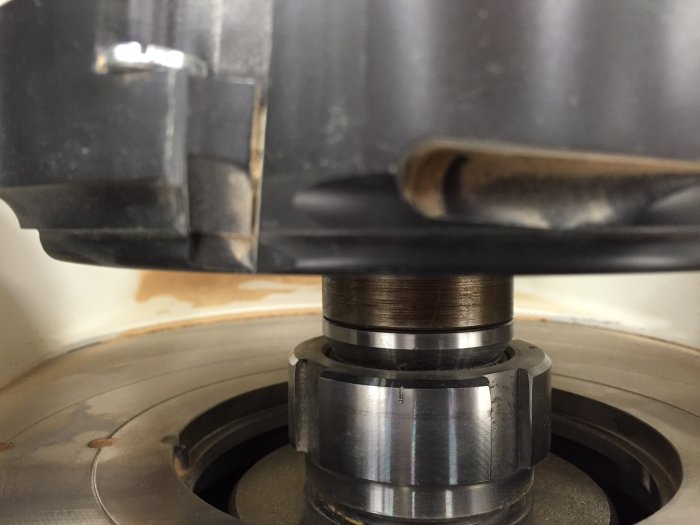
Om jag har monterat kuttern åt rätt håll så förhindrar "urtaget" att man kan fräsa av för mycket på engång?
testar att sätta upp friskuttern.Jag har en distanshylsa under kuttern, då spindelns utbuktning ”nyper” fast inne i kuttern, ok?

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Om jag har monterat kuttern åt rätt håll så förhindrar "urtaget" att man kan fräsa av för mycket på engång?
Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Undrar om det är ok att sticka in och låna tråden för en egennfråga? Jag sneglade i i hörnet på min verkstad och tittade på min lilla vertikalfräs.

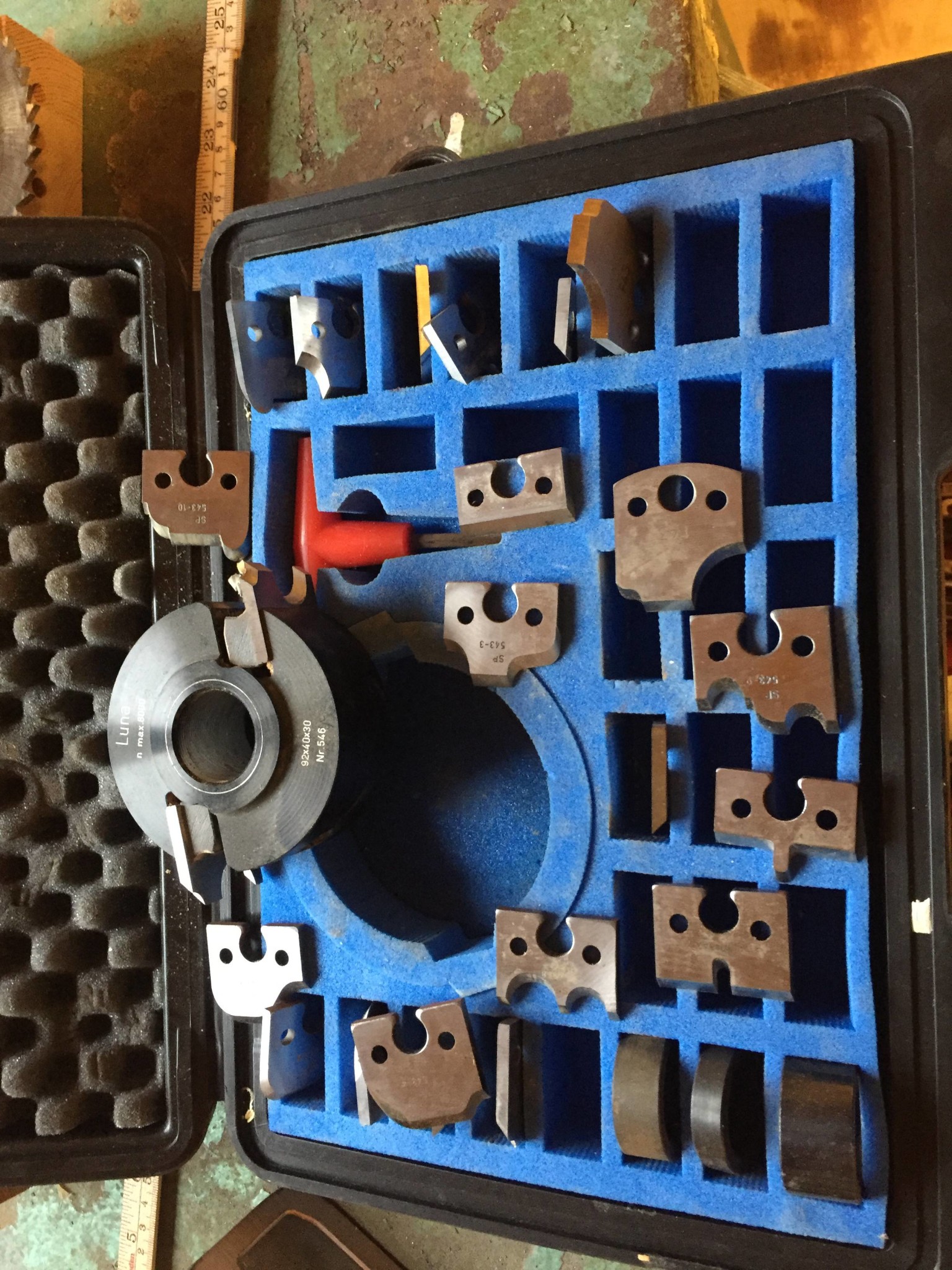
Jag har endast testkört den för ett par år sedan. Nu är jag däremot sugen på att använda den i lite projekt. Min fråga gäller de nedanstående stålen.

De två i mitten, för notspår? Vad är det för skillnad på dessa? På det andra från vänster går skären vertikalt medan de på det tredje... ja ni ser själva. ”Brickan” längst till vänster, vad har man den till?
Klingan till höger, man kan genom att vrida på kransen ställa hur mycket klingan lutar i förhållande till axeln.


Denna låg bland tillbehören till bordssågen, men visst måste den vara till fräsen?
Den har samma axelhålsdiameter som de övriga frästillbehören, och det finns ingen chans att få plats i sågen.
Är dessa stål, klingor, skär, (vad heter det?) OK att använda? Har förstått att det inte alltid är självklart? Matarverk finns inte.

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Jag har endast testkört den för ett par år sedan. Nu är jag däremot sugen på att använda den i lite projekt. Min fråga gäller de nedanstående stålen.

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
De två i mitten, för notspår? Vad är det för skillnad på dessa? På det andra från vänster går skären vertikalt medan de på det tredje... ja ni ser själva. ”Brickan” längst till vänster, vad har man den till?
Klingan till höger, man kan genom att vrida på kransen ställa hur mycket klingan lutar i förhållande till axeln.

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Denna låg bland tillbehören till bordssågen, men visst måste den vara till fräsen?
Den har samma axelhålsdiameter som de övriga frästillbehören, och det finns ingen chans att få plats i sågen.
Är dessa stål, klingor, skär, (vad heter det?) OK att använda? Har förstått att det inte alltid är självklart? Matarverk finns inte.
S
sinuslinus
Träskalle
· Östergötlands län
· 5 365 inlägg
sinuslinus
Träskalle
- Östergötlands län
- 5 365 inlägg
S Skooda skrev:
Risken för kast ökar när man fräser på ovansidan, speciellt med så stor diameter som friskuttern.
Avverkning på bordssidan är en grundregel som är bra att hålla sog till.
Från vänster till höger.
"Brickan" är en mallring. Den skall sitta på ett kullager som passar på spindeln. Tanken är att den apteras samtidigt som en kutter av någon sort. Arbetsstycket monteras på en mall. När man sedan fräser så går mallringen mot mallen och begränsar hur djupt fräsen kan komma. Väldigt användbart.
Notstål med flata skär.
Det här är stålet som du får använda. Det har spånbegränsare. Allmänt kan man säga att det är ett högkvallitetsstål som förmodligen har gjorts för en maskin med flera spindlar i linje. Det är massor med hårdmetall att nöta på. Eggen håller väldigt länge. Har lång ståndtid som man säger. Det gör att det kan sitta i en riktlisthyvel i ett hyvleri en halv arbetsdag och 3 kilometer list kan passera stålet innan det måste bytas ut.
De är dyra... Därför skickas de på slipning. Eller, om det är ett stort hyvleri, så har de maskiner för att slipa själva.
Det går i princip inte att slipa den här sortens stål för hand. Jag har gjort det... men det är inte värt tiden det tar.
Sammanfattningsvis så får du använda det med handmatning, men det är troligen slött och det är en stor apparat för dig, som saknar rutiner, att få det i bra skick. Men skickar du det på slipning har du ett stål som håller för några km notspår som inte är så djupa (liten verktygsdiameter).
Notstål med flattand och växeltand.
Det här stålet saknar spånbegränsare. Får alltså inte handmata med detta stål. De sneda tänderna är förskär. Tanken är att de skall skära av fibrerna vid kanten. Flattanden sköter avverkningen. Är allt vasst så fungerar det ypperligt. Du får helt rena kanter utan urslag. När det är slött så slutar det fungera och det hade varit bättre att köra med det förra stålet.
Allt jag skrev om riktlisthyvlar i förra stycket är tillämpligt även på det här stålet.
Dyrt underhåll men håller länge.
Det ställbara stålet ser ut att vara slitet. Formellt ingen spånbegränsning men varkar ha negativ slipning samt väldigt många tänder. Tuggar inte i sig utan slår ifrån om du tappar grejerna. Det fungerar och går att använda relativt riskfritt. Att jag personligen inte gillar dem kan du skita högaktningsfullt i.
Några ord om kuttern som satt i maskinen:
En blankettstålskutter utan spånbegränsare. Troligen äldre standard.
Om man bortser från att den inte får användas med handmatning så är det här den mest användbara kuttern du har. Snabbstål är lätt att slipa, så du kan göra det själv. Stål är förhållandevis billigt. Därför är det vettigt att skaffa några roliga profilstål för spegelluckor till exempel.
Det som man fräser mest är falser och notspår av varierande djup och bredd. Det som nog fungerar bäst för småsnickerier och privatpersoner är att ha ett dubbelt notstål med mellanlägg för olika spårbredder. Samt en vettig falskutter. Båda med vändskär.
Hyfsad diameter är bra. Dels ger det högre skärhastighet samt större djup. Djup ger möjlighet att t ex fräsa slitsar till hörnförband i fönsterbågar med ett notstål.
Mvh Findus
"Brickan" är en mallring. Den skall sitta på ett kullager som passar på spindeln. Tanken är att den apteras samtidigt som en kutter av någon sort. Arbetsstycket monteras på en mall. När man sedan fräser så går mallringen mot mallen och begränsar hur djupt fräsen kan komma. Väldigt användbart
.Notstål med flata skär.
Det här är stålet som du får använda
. Det har spånbegränsare. Allmänt kan man säga att det är ett högkvallitetsstål som förmodligen har gjorts för en maskin med flera spindlar i linje. Det är massor med hårdmetall att nöta på. Eggen håller väldigt länge. Har lång ståndtid som man säger. Det gör att det kan sitta i en riktlisthyvel i ett hyvleri en halv arbetsdag och 3 kilometer list kan passera stålet innan det måste bytas ut.De är dyra... Därför skickas de på slipning. Eller, om det är ett stort hyvleri, så har de maskiner för att slipa själva.
Det går i princip inte att slipa den här sortens stål för hand. Jag har gjort det... men det är inte värt tiden det tar.
Sammanfattningsvis så får du använda det med handmatning, men det är troligen slött och det är en stor apparat för dig, som saknar rutiner, att få det i bra skick. Men skickar du det på slipning har du ett stål som håller för några km notspår som inte är så djupa (liten verktygsdiameter).
Notstål med flattand och växeltand.
Det här stålet saknar spånbegränsare. Får alltså inte handmata med detta stål. De sneda tänderna är förskär. Tanken är att de skall skära av fibrerna vid kanten. Flattanden sköter avverkningen. Är allt vasst så fungerar det ypperligt. Du får helt rena kanter utan urslag. När det är slött så slutar det fungera och det hade varit bättre att köra med det förra stålet.
Allt jag skrev om riktlisthyvlar i förra stycket är tillämpligt även på det här stålet.
Dyrt underhåll men håller länge.
Det ställbara stålet ser ut att vara slitet. Formellt ingen spånbegränsning men varkar ha negativ slipning samt väldigt många tänder. Tuggar inte i sig utan slår ifrån om du tappar grejerna. Det fungerar och går att använda relativt riskfritt. Att jag personligen inte gillar dem kan du skita högaktningsfullt i
.Några ord om kuttern som satt i maskinen:
En blankettstålskutter utan spånbegränsare. Troligen äldre standard.
Om man bortser från att den inte får användas med handmatning så är det här den mest användbara kuttern du har. Snabbstål är lätt att slipa, så du kan göra det själv. Stål är förhållandevis billigt. Därför är det vettigt att skaffa några roliga profilstål för spegelluckor till exempel.
Det som man fräser mest är falser och notspår av varierande djup och bredd. Det som nog fungerar bäst för småsnickerier och privatpersoner är att ha ett dubbelt notstål med mellanlägg för olika spårbredder. Samt en vettig falskutter. Båda med vändskär.
Hyfsad diameter är bra. Dels ger det högre skärhastighet samt större djup. Djup ger möjlighet att t ex fräsa slitsar till hörnförband i fönsterbågar med ett notstål.
Mvh Findus
Redigerat:
Det här brukar lite äldre snickare hålla med om. Vi har börjat med att handmata allting även med vansinnesstål som sitter i spännbackar. Det gör att vi i det längsta undviker inställningar där arbetsstycket "kläms" mellan verktyget och någonting fast, som bordet på maskinen.S sinuslinus skrev:
Vi har varit med om att bitar har skramlat till. Är det klämt så smäller det (kast). Med kutter under så händer inte så mycket. Fräsningen blir kass och måste tas om.
Mvh Findus
Tack så jättemycket för ett mycket uttömmande svar.findus42 skrev:
Från vänster till höger.
"Brickan" är en mallring. Den skall sitta på ett kullager som passar på spindeln. Tanken är att den apteras samtidigt som en kutter av någon sort. Arbetsstycket monteras på en mall. När man sedan fräser så går mallringen mot mallen och begränsar hur djupt fräsen kan komma. Väldigt användbart
Notstål med flata skär.
Det här är stålet som du får använda
De är dyra... Därför skickas de på slipning. Eller, om det är ett stort hyvleri, så har de maskiner för att slipa själva.
Det går i princip inte att slipa den här sortens stål för hand. Jag har gjort det... men det är inte värt tiden det tar.
Sammanfattningsvis så får du använda det med handmatning, men det är troligen slött och det är en stor apparat för dig, som saknar rutiner, att få det i bra skick. Men skickar du det på slipning har du ett stål som håller för några km notspår som inte är så djupa (liten verktygsdiameter).
Notstål med flattand och växeltand.
Det här stålet saknar spånbegränsare. Får alltså inte handmata med detta stål. De sneda tänderna är förskär. Tanken är att de skall skära av fibrerna vid kanten. Flattanden sköter avverkningen. Är allt vasst så fungerar det ypperligt. Du får helt rena kanter utan urslag. När det är slött så slutar det fungera och det hade varit bättre att köra med det förra stålet.
Allt jag skrev om riktlisthyvlar i förra stycket är tillämpligt även på det här stålet.
Dyrt underhåll men håller länge.
Det ställbara stålet ser ut att vara slitet. Formellt ingen spånbegränsning men varkar ha negativ slipning samt väldigt många tänder. Tuggar inte i sig utan slår ifrån om du tappar grejerna. Det fungerar och går att använda relativt riskfritt. Att jag personligen inte gillar dem kan du skita högaktningsfullt i
Några ord om kuttern som satt i maskinen:
En blankettstålskutter utan spånbegränsare. Troligen äldre standard.
Om man bortser från att den inte får användas med handmatning så är det här den mest användbara kuttern du har. Snabbstål är lätt att slipa, så du kan göra det själv. Stål är förhållandevis billigt. Därför är det vettigt att skaffa några roliga profilstål för spegelluckor till exempel.
Det som man fräser mest är falser och notspår av varierande djup och bredd. Det som nog fungerar bäst för småsnickerier och privatpersoner är att ha ett dubbelt notstål med mellanlägg för olika spårbredder. Samt en vettig falskutter. Båda med vändskär.
Hyfsad diameter är bra. Dels ger det högre skärhastighet samt större djup. Djup ger möjlighet att t ex fräsa slitsar till hörnförband i fönsterbågar med ett notstål.
Mvh Findus
Om jag har förstått rätt?
Mallringen har 30mm hål, samma som axeln. Detta innebär att det inte går att sätta något kullager, =oanvändbart?
Notstål med flata skär, ska skickas på slipning!
Notstål med förskär, skänkes till någon som har bättre nytta av det, som har matarverk?
Blankettstålskuttern, här är mina största frågetecken just nu. Hur allvarligt är det att den inte har spånbegränsare?
Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Jag har ju ett antal profilstål som hade varit kul att använda. Finns ju tex ett helt rakt stål som man borde kunna använda som falsskär?
I övrigt, hur djupa skär är det rimligt att ta med handmatning?
Om man ska syssla med mallfräsning, köper man färdiga satser med mallring och stål eller det är till att leta matchande själv?
Har du något tips på ställen där man som privatperson kan hitta prisvärda stål om jag nu bestämmer mig för att börja använda den.
Hade varit trevligt att kunna fräsa kortsidor med exempelvis kontraprofilstål. Jag antar att jag måste bygga någon släde? Hur görs detta annars? Öppningen i anhållet blir ju snabbt större än bredden på ämnet.
S
sinuslinus
Träskalle
· Östergötlands län
· 5 365 inlägg
sinuslinus
Träskalle
- Östergötlands län
- 5 365 inlägg
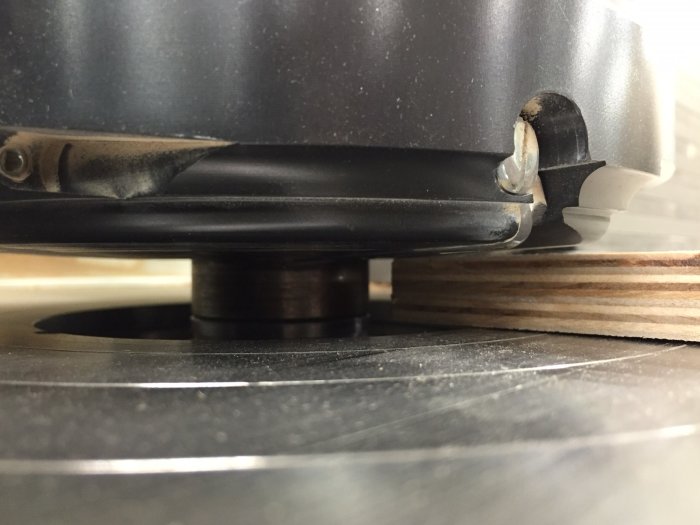
Du vänder på kuttern på spindeln så att du fräser på undersidan av arbetsstycket. Du får koppla om rotationsriktningen och fräsa från vänster till höger.S Skooda skrev:
Angående din tidigare fråga om det är rätt att lägga distansring under så är svaret ja. Man ska sträva efter att ha fräskroppen så långt ner som möjligt men inte så sällan får man göra som du gjorde.
Tack! Då är jag med, postar en blid på uppsättningen lite senare.S sinuslinus skrev:Du vänder på kuttern på spindeln så att du fräser på undersidan av arbetsstycket. Du får koppla om rotationsriktningen och fräsa från vänster till höger.
Angående din tidigare fråga om det är rätt att lägga distansring under så är svaret ja. Man ska sträva efter att ha fräskroppen så långt ner som möjligt men inte så sällan får man göra som du gjorde.
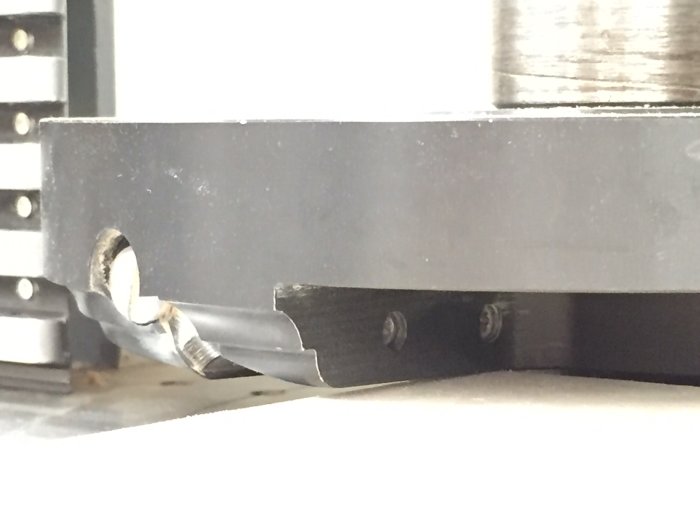
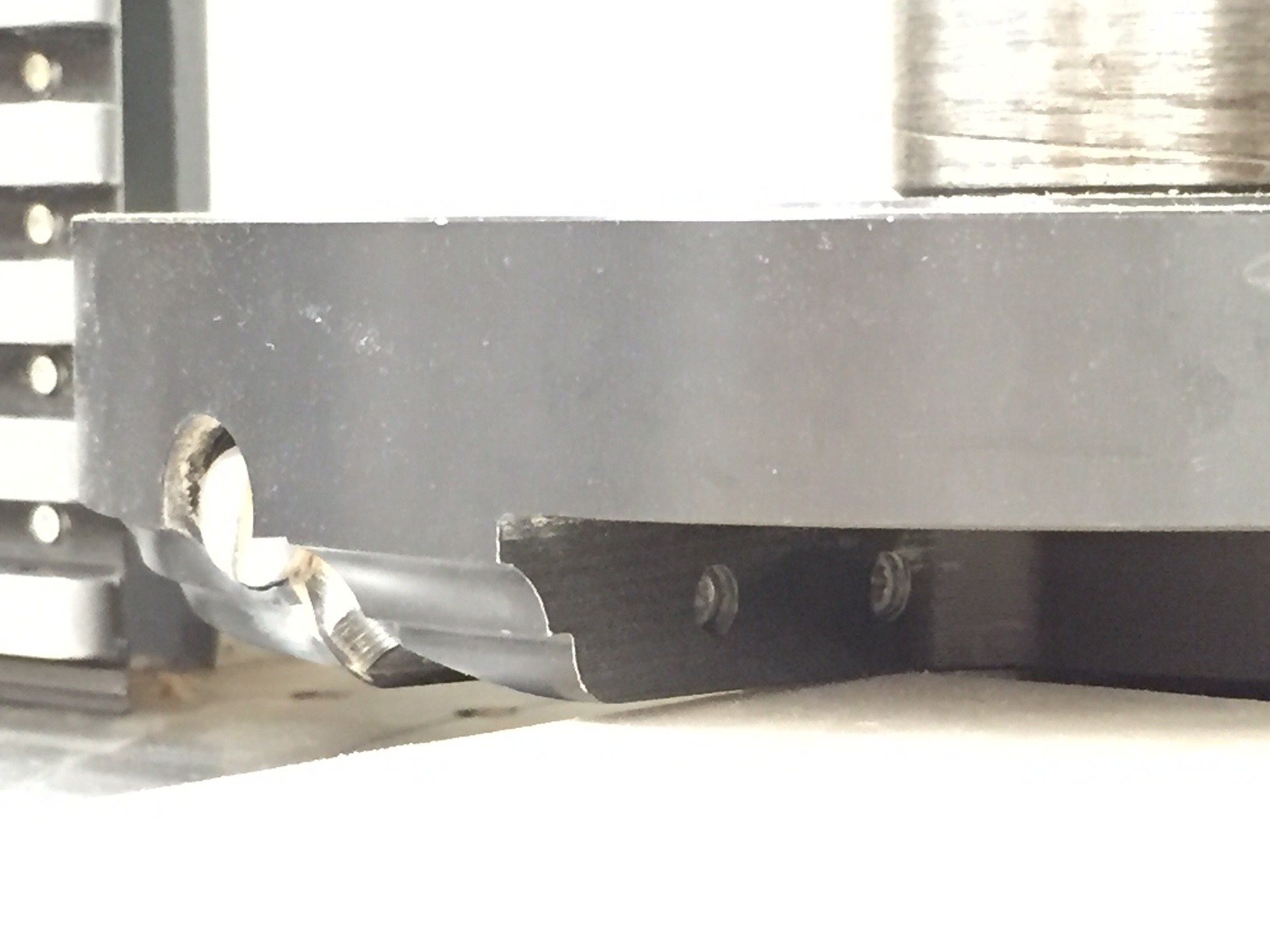
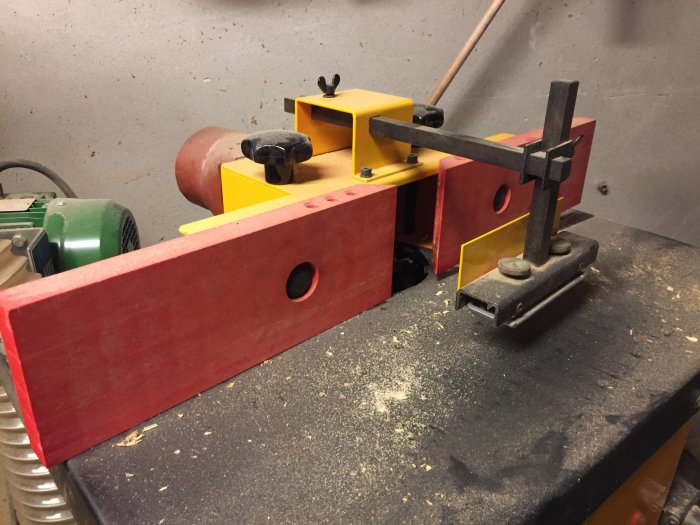
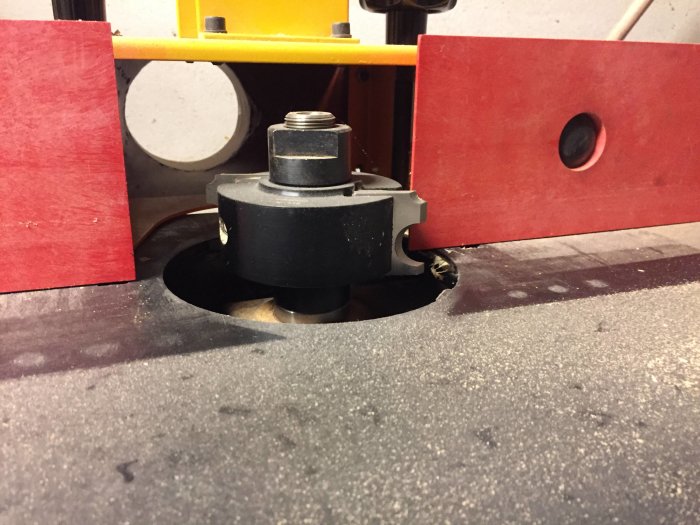
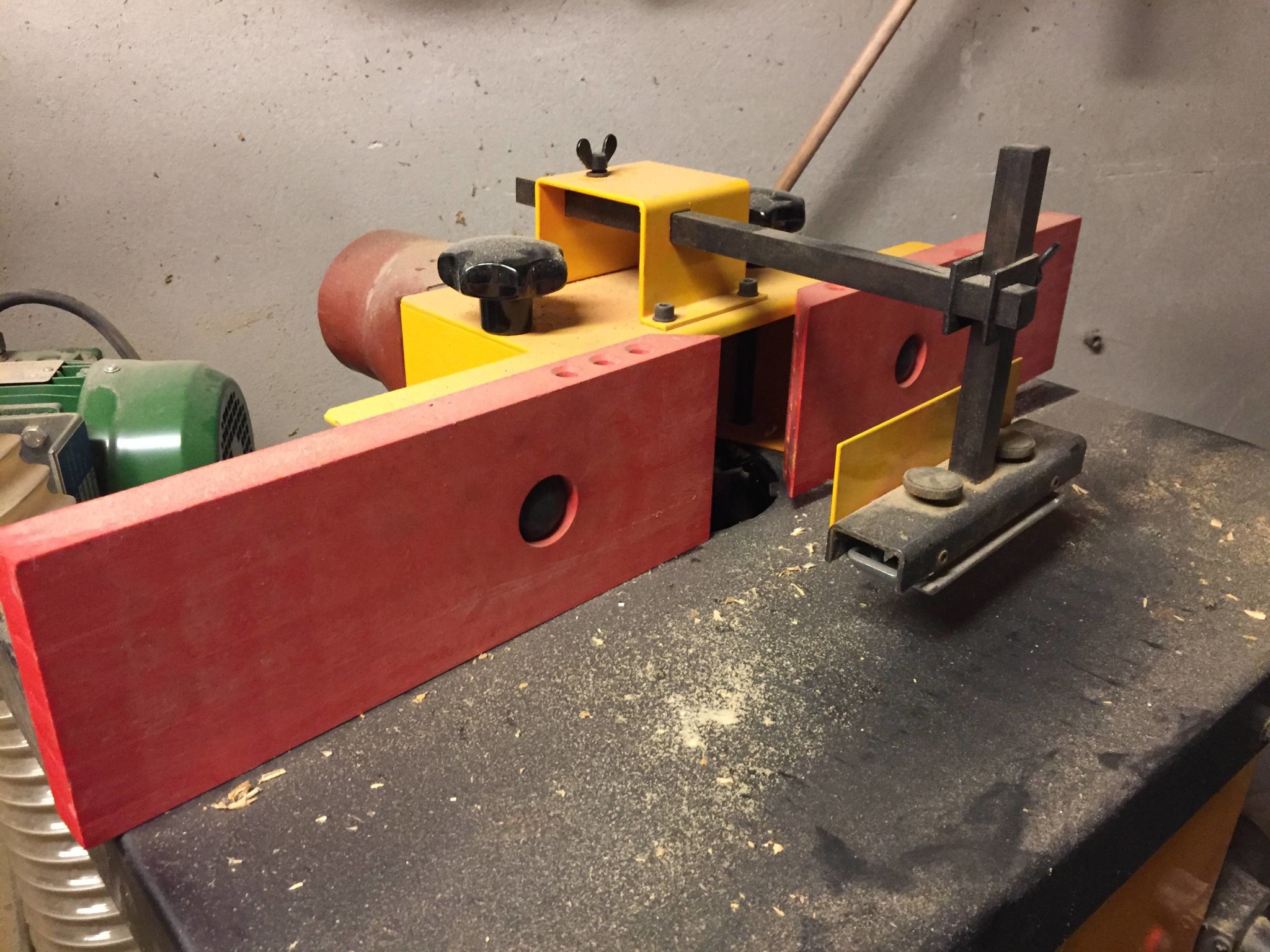
Vad sägs? anhåll och fingrar är inte injusterade.



Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Hade helt snöat in på att "urtagen" i kuttern skulle ställa till problem men efter att studerat studerat studerat kuttern så är "urtagen" Inga problem, då stålen längst ut på kuttern löser detta.
Är jag inne på rätt spår?


Är jag inne på rätt spår?

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Fråga: Max varvtalet på kuttern är 7500, är det livsfarligt att ställa in 8000 på fräsen? Jag kan sänka den till 6000.S Skooda skrev:
Senaste från startsidan








Populärt i forumet
-
Dagens verktygsinköp!
Verktyg, Maskiner & Fordon -
Vad har du gjort med verktyg och maskiner idag?
Verktyg, Maskiner & Fordon -
Tips om verktyg till bra pris - den nya tråden!
Verktyg, Maskiner & Fordon -
Rekommendation svets + nybörjare.
Verktyg, Maskiner & Fordon -
Gammal Brenderup båttrailer utan(?) hjullager
Verktyg, Maskiner & Fordon


