32 955 läst · 104 svar
33k läst
104 svar
"MFT" i bänkskiva
Känns litet snopet att betala 1000 kr för några linjaler men inser att man får: Linjaler med 3 mm hål på linje, 3 och 20 mm stopp, borrguide för 3 och 20 mm borr och att det då kanske inte är så illa. Allt ingår utom tvingar ")
Ser ju att många här har givit 500-1500 kr för att få mallar eller skivor gjorda åt dem.
Ser ju att många här har givit 500-1500 kr för att få mallar eller skivor gjorda åt dem.

Bench-dogs tillkommer, dock ingen stor summa, men ytterligare en dryg hundralapp.Lime113 skrev:Känns litet snopet att betala 1000 kr för några linjaler men inser att man får: Linjaler med 3 mm hål på linje, 3 och 20 mm stopp, borrguide för 3 och 20 mm borr och att det då kanske inte är så illa. Allt ingår utom tvingar
Ser ju att många här har givit 500-1500 kr för att få mallar eller skivor gjorda åt dem.
Känns lite över-prissatt men det känns som en smart lösning för oss som inte kan få en skiva fräst.
Det var väl till första hålen, på filmen vill jag minnas att han både sa och visade att man behöver en tex. Veritas 20mm benchdog. Detta när du ska göra vartannat hål.Lime113 skrev:
Du kan ju inte gärna sätta en 3mm i ett redan borrat 20mm hål.
Kolla här: https://youtu.be/d-IFTaF6fWk?t=226
Redigerat:
i och med att du kör vartannat hål så kan du köra en 3 mm i mellanhålet. Kolla videon, ser jag fel? Visst 20 mm tar ju bättre upp krafter än en 3 mm pinne Däremot så fungerar jag på om det behövs 2 stycken 20 mm borrhål i fixturen. Känns som man borde kunna vända den 180°. Fast då hade man behövt kombinera 20+3 mm stopp och håller med dig, det är inte optimalt
Själv kapar jag till ett 20 mm VP rör från biltema (Y)
Kollade filmen för nån dag sen och tyckte det såg rätt omständigt ut och jag är inte övertygad att noggrannheten blir super. Manicken är rätt dyr, har man inte tillgång till billig cnc support kan man ju köpa en festoolskiva och använda som fräsmall för all framtid. Vad kostar en festool mft top?
Han gör ett test att såga av 4-sidor runt om en bit och får ett mycket bra resultat. Finns 3 eller 4 filmer om detta..Ola C skrev:
http://youtu.be/EbsRAIS5CoU
Ca 1000kr kostade mtf-skivan för något år sedan..
Redigerat:
Såg den videon igår också. Ta gärna en titt på denna (även om den tar längre tid att bygga), länk.Nameless skrev:
Tänkte köra mina hål med fräs för att få raka och snabba hål. Dock så är det ju svårt att få centrum precision till skillnad ett förborrat hål. Mitt råd är följande
* Använd Pythagoras som britten gör i sitt klipp. Tanken är rätt och man vill inte att det ska bli skevt
* Använd fräs, det går att bygga en fixtur i i trä relativt enkelt om man inte har festool fräs med skena.
* Var noggrann med att mäta upp allt.
Ron Paulk har även en mall han använder som känns rätt seriös, dock kan ju referensraden (rad två) lätt vara litet sned mot rad ett. Länk
Så här gjorde jag.
1) Byggde linjaler av två brädor. Skapade en 96 mm mall och borrade ett väldigt rakt hål i mallen. Det är det mittersta hålet som används. Använde 3 mm borr.

2) Borrade ut 9 stycken hål med avstånd 96 mm. OBS borra 11 hål, man behöver kunna ha hål för 6, 8 och 10. Skippa inte 10, det gjorde jag (dumt). Streckade även på brädan så det skulle vara lätt att placera mallen inför nästa hål. Gjorde även kontrollmätningar.
I höjdled placerade jag ungefär i mitten. Borde kanske ha gjort borrmallen lika bred som brädan

Efter detta hade jag två brädmallar med 9 hål vardera.
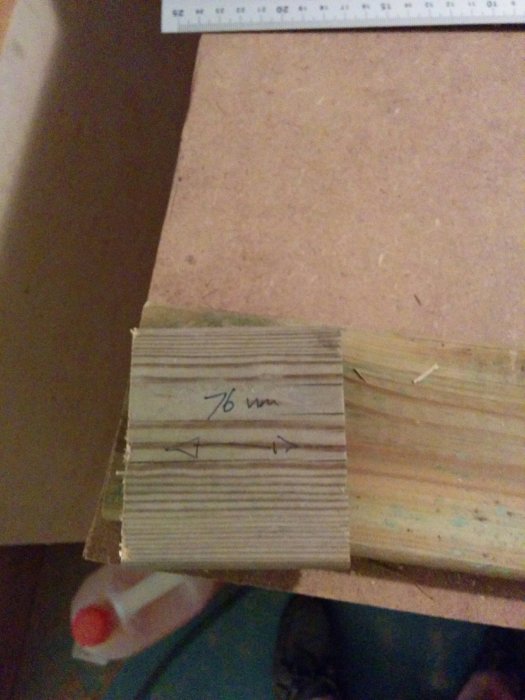
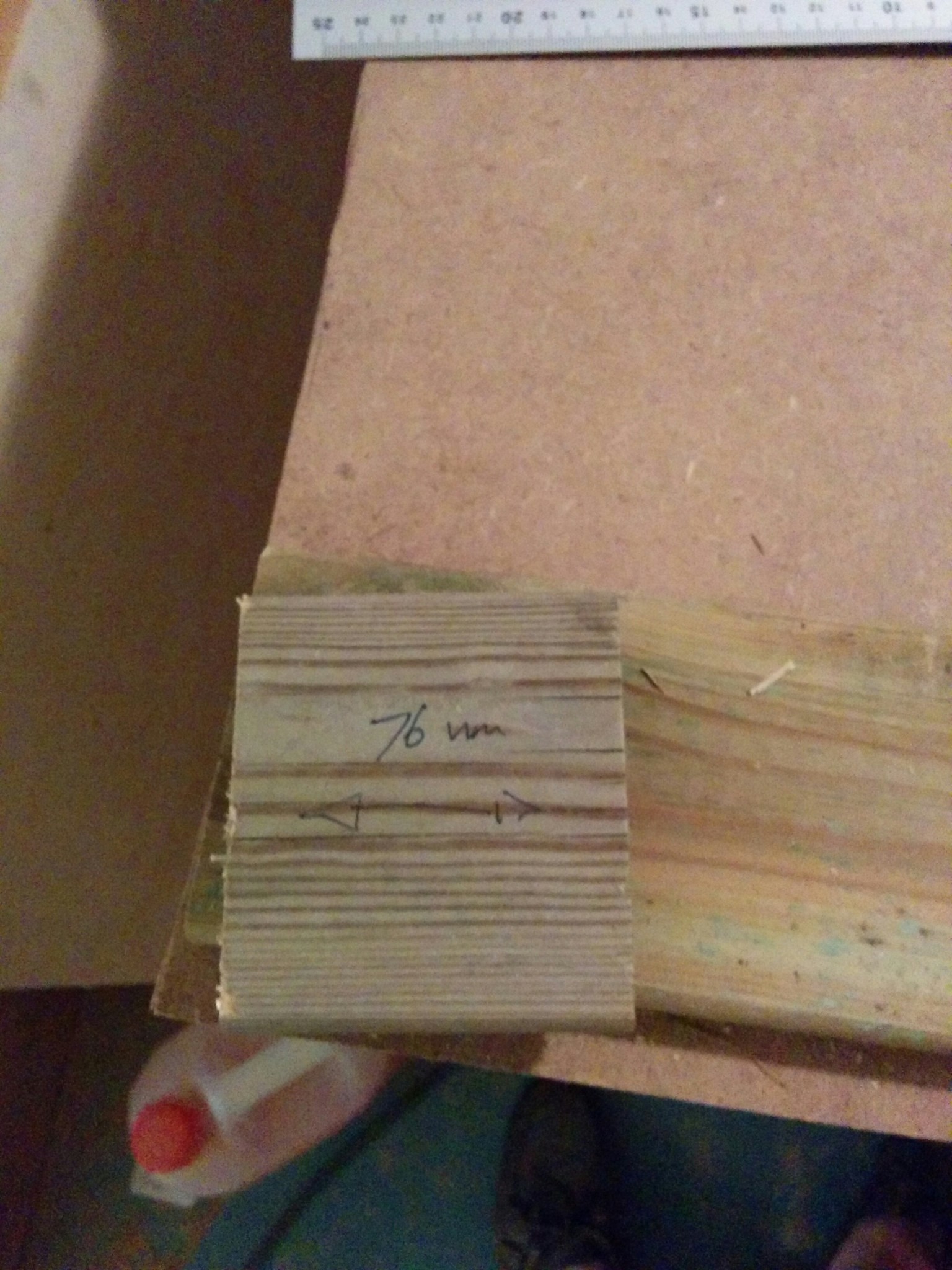
3) Därefter började jag på kortsidan med att sätta fast nya borrmallen. I mitt fall ville jag ha 9 hål i djupled vilket resulterade i 76 mm till sidan. Byggde en mall på 76 mm för att kunna spänna fast borrmallen.

4) Följde sedan brittens instruktioner.


5) Vid kontrollmätning diffade det 5 mm (ca 0,5%). Däremot när jag kontrollmätte andra sidan var det sämre (10-15 mm) Dock beror detta på följande: Jag kapade till min MDF rakt och la på bordet, därefter fick jag kapa ned den. Då blev det säkert inte helt perfekt vinkelrätt. Detta sabbade ju en del. Hade även hjälpt att haft 11 hål istället för att använda linjal.

6) Göra alla 3 mm hål. Hade sönder 3 borr, fick göra en del med 2,5 mm borr. Mitt råd för att få det rakt är att använda samma mall på alla rader/kolumner. Jag skiftade mellan brädorna vid något tillfälle och då diffade första rader mot de andra.


7) Sen tog jag ett 20 mm cylinderborr. Försökte hålla rakt. Prövade att bygga borrfixur för att få det rakt. Blev inget bra.
Borrade, borrade borrade. Det är skitsegt och blir aldrig så rakt som man vill att det ska bli.
Första hålet


Första raden

Ytterkanterna (de första) blev riktigt bra.

Överlag blev hålen på rätt ställen. Några hål ser marginellt sneda. Tror inte det blir ett funktionellt problem utan bara estetiskt.


1) Byggde linjaler av två brädor. Skapade en 96 mm mall och borrade ett väldigt rakt hål i mallen. Det är det mittersta hålet som används. Använde 3 mm borr.

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
2) Borrade ut 9 stycken hål med avstånd 96 mm. OBS borra 11 hål, man behöver kunna ha hål för 6, 8 och 10. Skippa inte 10, det gjorde jag (dumt). Streckade även på brädan så det skulle vara lätt att placera mallen inför nästa hål. Gjorde även kontrollmätningar.
I höjdled placerade jag ungefär i mitten. Borde kanske ha gjort borrmallen lika bred som brädan

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Efter detta hade jag två brädmallar med 9 hål vardera.
3) Därefter började jag på kortsidan med att sätta fast nya borrmallen. I mitt fall ville jag ha 9 hål i djupled vilket resulterade i 76 mm till sidan. Byggde en mall på 76 mm för att kunna spänna fast borrmallen.
Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
4) Följde sedan brittens instruktioner.

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
5) Vid kontrollmätning diffade det 5 mm (ca 0,5%). Däremot när jag kontrollmätte andra sidan var det sämre (10-15 mm)
Dock beror detta på följande: Jag kapade till min MDF rakt och la på bordet, därefter fick jag kapa ned den. Då blev det säkert inte helt perfekt vinkelrätt. Detta sabbade ju en del. Hade även hjälpt att haft 11 hål istället för att använda linjal.
Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
6) Göra alla 3 mm hål. Hade sönder 3 borr, fick göra en del med 2,5 mm borr. Mitt råd för att få det rakt är att använda samma mall på alla rader/kolumner. Jag skiftade mellan brädorna vid något tillfälle och då diffade första rader mot de andra.

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
7) Sen tog jag ett 20 mm cylinderborr. Försökte hålla rakt. Prövade att bygga borrfixur för att få det rakt. Blev inget bra.
Borrade, borrade borrade. Det är skitsegt och blir aldrig så rakt som man vill att det ska bli.
Första hålet

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Första raden

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Ytterkanterna (de första) blev riktigt bra.

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Överlag blev hålen på rätt ställen. Några hål ser marginellt sneda. Tror inte det blir ett funktionellt problem utan bara estetiskt.

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Vissa rader är tillräckligt raka men jag håller med. Kommer nog ändå byta ut denna vingliga vagn inom ett år.
Någon som har tips på billiga horisontella tvingar? Jag brukar bygga själv eller modifiera billigare grejer så idéer eller produkter mottas gärna.
Någon som har tips på billiga horisontella tvingar? Jag brukar bygga själv eller modifiera billigare grejer
så idéer eller produkter mottas gärna.Jag har en mdf skiva med hål till salu. Hålen är CNC frästa. Hade den ute för 1700 men säljer den för 1200 om någon är sugen. Finns i Lund.
Sorry för kapningen av tråden.
Sorry för kapningen av tråden.
Då försvinner hela gör det själv sporten
Det roliga är att jag har specialbeställa frässtål med överliggande kullager för just syftet att kalkera mallar
FD: ligger den redan ute på köp&sälj-delen av forumet?
Det roliga är att jag har specialbeställa frässtål med överliggande kullager för just syftet att kalkera mallar
FD: ligger den redan ute på köp&sälj-delen av forumet?