10 840 läst · 93 svar
11k läst
93 svar
Laga en Morten VF30 vertikalfräs - Svarva gängstång, övriga mekaniska frågor
Har vart lite mer närgången med fräsen ikväll och börjat planera upp för demontering.
Men tanken slog mig att det kanske inte är så akut egentligen. Förutom lite bättre välbefinnande så skulle ett byte ge mig knappt 1cm extra höjd på spindeln. Det är vad som fattas upp tills spindeln tar i underkant av bordet. Man kan väl i teorin likväl köra som det är nu?
Vet att man alltid ska sträva efter att ha verktyget så långt ner på spindeln som är möjligt för momentet men fräser man slits/tapp exempelvis så kommer man väl inte ifrån att verktyget måste upp en bit med lite distanser.
Vad har ni för inputs, tänker jag helt snett?
Kan det rentav vänta till en regnig dag med lite mindre projekt i pipan?")
Ska säga att i det område som spindeln höjs/sänks nu går den fint och säkert ännu bättre med lite smörj även om topparna på stången är lite slitna.
Men tanken slog mig att det kanske inte är så akut egentligen. Förutom lite bättre välbefinnande så skulle ett byte ge mig knappt 1cm extra höjd på spindeln. Det är vad som fattas upp tills spindeln tar i underkant av bordet. Man kan väl i teorin likväl köra som det är nu?
Vet att man alltid ska sträva efter att ha verktyget så långt ner på spindeln som är möjligt för momentet men fräser man slits/tapp exempelvis så kommer man väl inte ifrån att verktyget måste upp en bit med lite distanser.
Vad har ni för inputs, tänker jag helt snett?
Kan det rentav vänta till en regnig dag med lite mindre projekt i pipan?
Ska säga att i det område som spindeln höjs/sänks nu går den fint och säkert ännu bättre med lite smörj även om topparna på stången är lite slitna.
Det är egentligen inget att hålla ordning på. Det går helt enkelt trögt att höja mer när du är en cm ifrån högsta läge. Sen går den använda hela vägen neråt tills spindeln är under bordet så så sett ingen fara. Det enda är ju att man vet med sig att den inte är ”hundra”
Tråden va ju redan startad och jag vet med mig hur jag skulle störa mig på saken ifall jag inte påbörjade en lagning. Tog en kopp kaffe och gav mig ut. Fick ner maskinen på sidan, plockade av kedja+drev och började lirka ut stången.

I plattan längst ner verkar det vara 16mm hål och precis att gängstången kommer gå att få igenom (det glappar ytterst lite). Lättast hade varit att ta stången den vägen och sen föra upp den andra stången nerifrån och uppåt.


Situationen är ju sådan, att stången är sliten på mitten (det nivåspelet i höjdled som spindeln är använd mest) vilket gör att det går rejält trögt sista cm längst upp på stången och sista 5-6cm längst ner på stången. Så klar fördel alltså att dra stången neråt. Men jag vågar inte fresta på det gängade hålet i plattan mer än nödvändigt. Det går riktigt trögt sista biten. Så min tanke nu är att kapa av stången och lirka ut den där gängorna går lätt. Sen kan man kanske ta en gängtapp och rensa ur gängorna ordentligt innan man ser ifall den nya stången går lättare.
Någon som har några tankar?
Ska försöka förtydliga ifall det är oklart.
God afton

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
I plattan längst ner verkar det vara 16mm hål och precis att gängstången kommer gå att få igenom (det glappar ytterst lite). Lättast hade varit att ta stången den vägen och sen föra upp den andra stången nerifrån och uppåt.

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Situationen är ju sådan, att stången är sliten på mitten (det nivåspelet i höjdled som spindeln är använd mest) vilket gör att det går rejält trögt sista cm längst upp på stången och sista 5-6cm längst ner på stången. Så klar fördel alltså att dra stången neråt. Men jag vågar inte fresta på det gängade hålet i plattan mer än nödvändigt. Det går riktigt trögt sista biten. Så min tanke nu är att kapa av stången och lirka ut den där gängorna går lätt. Sen kan man kanske ta en gängtapp och rensa ur gängorna ordentligt innan man ser ifall den nya stången går lättare.
Någon som har några tankar?
Ska försöka förtydliga ifall det är oklart.
God afton
Är det verkligen standards m16, brukar vara mera fingängat på såna där applikationer.
Dessutom är det nog annat stål i axeln än i vanlig gängstång.
Men mitt erbjudande att svara en tapp på standard m16 gängstång kvarstår.
Dessutom är det nog annat stål i axeln än i vanlig gängstång.
Men mitt erbjudande att svara en tapp på standard m16 gängstång kvarstår.
Är ju en ide för att förenkla avmontering av skruven.E ___EM skrev:Tråden va ju redan startad och jag vet med mig hur jag skulle störa mig på saken ifall jag inte påbörjade en lagning. Tog en kopp kaffe och gav mig ut. Fick ner maskinen på sidan, plockade av kedja+drev och började lirka ut stången.
[bild]
I plattan längst ner verkar det vara 16mm hål och precis att gängstången kommer gå att få igenom (det glappar ytterst lite). Lättast hade varit att ta stången den vägen och sen föra upp den andra stången nerifrån och uppåt.
[bild][bild]
Situationen är ju sådan, att stången är sliten på mitten (det nivåspelet i höjdled som spindeln är använd mest) vilket gör att det går rejält trögt sista cm längst upp på stången och sista 5-6cm längst ner på stången. Så klar fördel alltså att dra stången neråt. Men jag vågar inte fresta på det gängade hålet i plattan mer än nödvändigt. Det går riktigt trögt sista biten. Så min tanke nu är att kapa av stången och lirka ut den där gängorna går lätt. Sen kan man kanske ta en gängtapp och rensa ur gängorna ordentligt innan man ser ifall den nya stången går lättare.
Någon som har några tankar?
Ska försöka förtydliga ifall det är oklart.
God afton
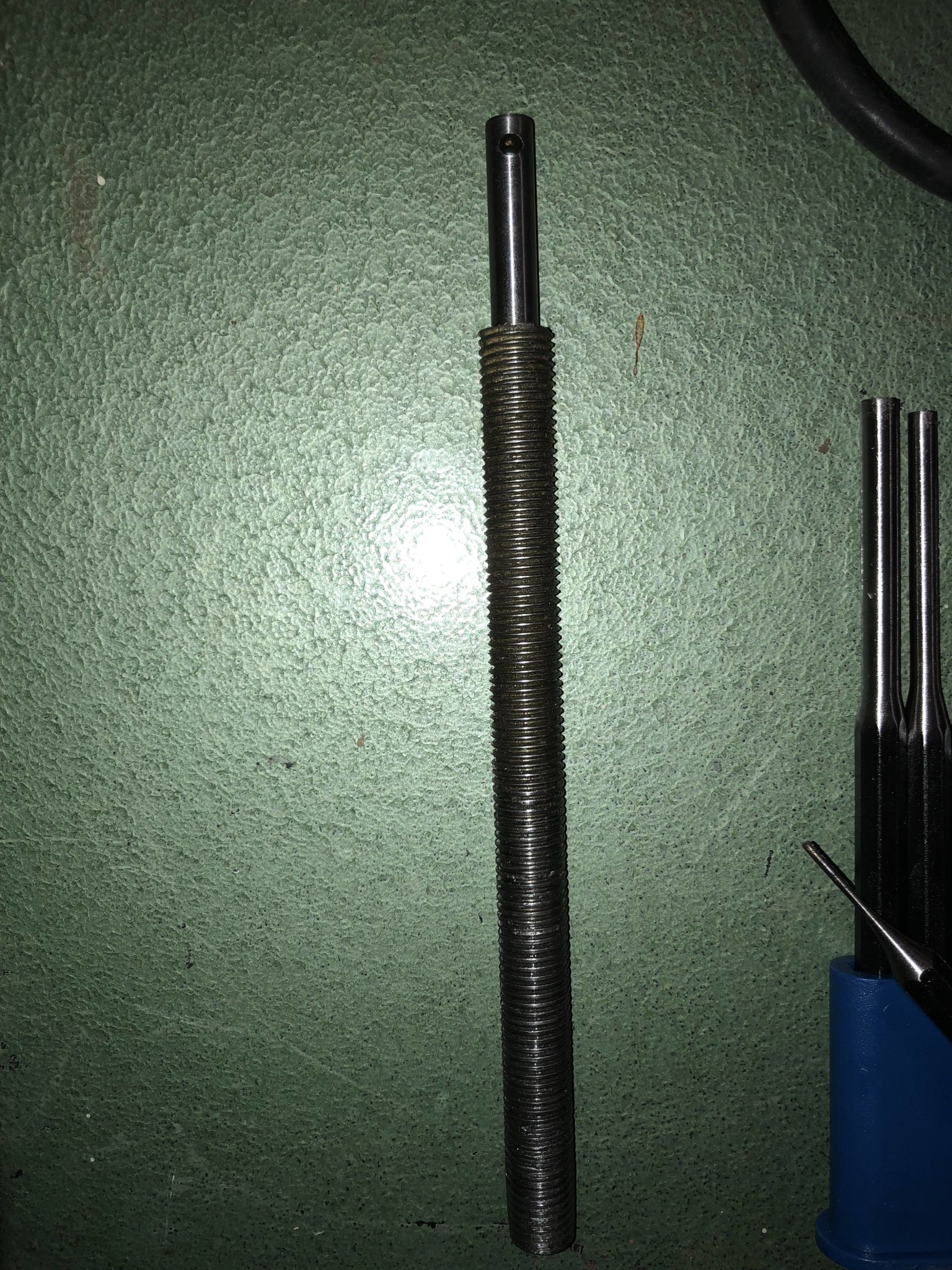
Jag bestämde mig för att fila ner gängorna en aning längst upp istället för att såga av stången. Ville ha den ”intakt” för avmätning.
Det gick fint. Smorde rejält och fick ut den rätt lätt efter att ha tagit ner ”topparna” på gängorna lite.

Det ser ganska slitet ut i det gängade hålet i plattan.. funderar på om det kommer göra nån skillnad med gängtapp. Finns kanske inte mkt kvar att köra upp?


Det gick fint. Smorde rejält och fick ut den rätt lätt efter att ha tagit ner ”topparna” på gängorna lite.

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Det ser ganska slitet ut i det gängade hålet i plattan.. funderar på om det kommer göra nån skillnad med gängtapp. Finns kanske inte mkt kvar att köra upp?

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Gängtapp lägger inte till materialE ___EM skrev:Jag bestämde mig för att fila ner gängorna en aning längst upp istället för att såga av stången. Ville ha den ”intakt” för avmätning.
Det gick fint. Smorde rejält och fick ut den rätt lätt efter att ha tagit ner ”topparna” på gängorna lite.
[bild]
Det ser ganska slitet ut i det gängade hålet i plattan.. funderar på om det kommer göra nån skillnad med gängtapp. Finns kanske inte mkt kvar att köra upp?
[bild]
[bild]
men kan fixa om gängorna är stukade eller svulnat. Men kan ju prova gör inte saken sämre i alla fall (se till kör tappen så rakt du kan).Svårt på bild se hur illa det är, men är något jack i del av gängorna.
Hehe ne om de ändå vore så bra
Det är svårt att säga iofs. Kan lika väl va att det sitter ordentligt med skit i kombination med att det i sin tur har slitit ner gängorna.
Det komiska är ju dock att gängstången går finfint nu och glappar inte farligt heller så rent teoretiskt skulle det gå att köra som det är nu. Nu går rörelsen obehindrat från att spindeln börjar sticka upp över bordet och till sitt högsta läge. Säger inte att det är rätt, men de funkar
Va ska man ha för gängtapp då, ”fin” låter rimligast i mina öron men jag vet å andra sidan ingenting
Det är svårt att säga iofs. Kan lika väl va att det sitter ordentligt med skit i kombination med att det i sin tur har slitit ner gängorna.
Det komiska är ju dock att gängstången går finfint nu och glappar inte farligt heller så rent teoretiskt skulle det gå att köra som det är nu. Nu går rörelsen obehindrat från att spindeln börjar sticka upp över bordet och till sitt högsta läge. Säger inte att det är rätt, men de funkar
Va ska man ha för gängtapp då, ”fin” låter rimligast i mina öron men jag vet å andra sidan ingenting
Redigerat:
NJA, om jag tolkar dig rätt. Så är fin gänga fler gängor (annan stigning). Så är det vanlig m16 så behöver du vanlig standard.E ___EM skrev:Hehe ne om de ändå vore så bra
Det är svårt att säga iofs. Kan lika väl va att det sitter ordentligt med skit i kombination med att det i sin tur har slitit ner gängorna.
Det komiska är ju dock att gängstången går finfint nu och glappar inte farligt heller så rent teoretiskt skulle det gå att köra som det är nu. Nu går rörelsen obehindrat från att spindeln börjar sticka upp över bordet och till sitt högsta läge. Säger inte att det är rätt, men de funkar
Va ska man ha för gängtapp då, ”fin” låter rimligast i mina öron men jag vet å andra sidan ingenting
Jag tror frågan snarare gäller vilken av tapparna som ska användas. Efter gammalt så brukade man ha en förtapp, en mellantapp och en gradtapp, där varje steg gjorde en lite mer färdig gänga. Vad man kallar de olika stegen skiljer sig säkert åt. Orsaken var att gängtapparna annars inte klarade belastningen av att skära hela profilen på en gång. I dag finns det tappar som skär en färdig gänga direkt.
Men eftersom du redan har en nästan korrekt gänga som bara ska justeras en aning så skulle jag använda gradtappen direkt. Förmodligen den som du kallar fin.
Ett undantag är speciella tappar för gängning av icke genomgående hål. De ligger också i serier, ofta om tre, men där har alla tapparna samma slutgiltiga profil, men olika lång kona i fram. Den sista av dessa har typ ingen kona alls i fram och är direkt olämplig att renovera gängor med då den är väldigt lätt att dra i fel i en halvdålig gänga. Har du en sådan sats så tar du en av de med längre kona.
Oavsett så måste ju givetvis tappen vara avsedd för rätt gängprofil. Och det är väl redan utrett i tråden att det är en metrisk grovgänga.
Men eftersom du redan har en nästan korrekt gänga som bara ska justeras en aning så skulle jag använda gradtappen direkt. Förmodligen den som du kallar fin.
Ett undantag är speciella tappar för gängning av icke genomgående hål. De ligger också i serier, ofta om tre, men där har alla tapparna samma slutgiltiga profil, men olika lång kona i fram. Den sista av dessa har typ ingen kona alls i fram och är direkt olämplig att renovera gängor med då den är väldigt lätt att dra i fel i en halvdålig gänga. Har du en sådan sats så tar du en av de med längre kona.
Oavsett så måste ju givetvis tappen vara avsedd för rätt gängprofil. Och det är väl redan utrett i tråden att det är en metrisk grovgänga.