22 270 läst · 113 svar
22k läst
113 svar
Klyvsåg modell större.

Vad menar du med sugningar? Ihåligheter eller kaviteter på ytan?heimlaga skrev:Det lyckas inte alla gånger för mig heller. I dag var pappa med och hjälpte till med förvärmningen. Vi göt babbit i lageröverfallen. Ena lagret blev perfekt men av någon orsak blev det sugningar i det andra.
I morgon skall jag försöka förvärma det misslyckade lagret och fylla i sugningarna med lödkolven. Om det inte går gjuter jag om den lagerhalvan.
Fler bilder blir det....men inga videor. Jag har ingen videokamera.
När en metall stelnar i formen minskar dess volym. Om allt går bra stelnar ingötet sist och material därifrån sugs ned i formen för att fylla upp underskottet där nere. Då kan man fylla på i ingötet varefter nivån sjunker om man vill.
Sugningar uppstår om det under någon sekund uppstår fickor av smält metall som inte längre har kontakt med ingötet. Då sugs ytan in just där så det blir en rundad svacka.
Jag förvärmde hela överfallet till ett par hundra grader och lade små babbitbitar i sugningarna och smälte ihop dem med grundmaterialet med en stor lödkolv. Jämnade till ytan så gott det gick. Det blev små knölar som måste filas och skavas bort men annars tror jag att reparationen lyckades.
När en metall stelnar i formen minskar dess volym. Om allt går bra stelnar ingötet sist och material därifrån sugs ned i formen för att fylla upp underskottet där nere. Då kan man fylla på i ingötet varefter nivån sjunker om man vill.
Sugningar uppstår om det under någon sekund uppstår fickor av smält metall som inte längre har kontakt med ingötet. Då sugs ytan in just där så det blir en rundad svacka.
Jag förvärmde hela överfallet till ett par hundra grader och lade små babbitbitar i sugningarna och smälte ihop dem med grundmaterialet med en stor lödkolv. Jämnade till ytan så gott det gick. Det blev små knölar som måste filas och skavas bort men annars tror jag att reparationen lyckades.
OK jag vet vilket fenomen du talar om då. För att undvika sådant brukar jag lägga en ordentlig klick med bly ovanpå på formen, sen väntar jag på att den stelnar innan jag bryter av den, fast jag har en speciell form med en stålplatta som är gjord för att bryta av den resulterande "pölen".
Brukar även gjuta flera "offer-gjutningar" som jag vet inte blir bra bara för att få upp värmen i formen och plattan. Men det går inte i ditt fall när allt ska jiggas upp så exakt så ska det va rätt första gången.
Brukar även gjuta flera "offer-gjutningar" som jag vet inte blir bra bara för att få upp värmen i formen och plattan. Men det går inte i ditt fall när allt ska jiggas upp så exakt så ska det va rätt första gången.
Jag gjorde skåror i ringarna som hindrade babbitsen från att rinna ut ur ändorna på lagren. Eftersom jag vände skårorna uppåt fungerade de som stigare där luft och gaser kunde söka sig ut då jag göt. Då allt var färdigt filade jag bort babbitstapparna som kom i stigarna.
Jag tätade formarna med värmetåligt kitt som är avsett att täta bilavgasrör med.
Nu har jag putsat rosten av bordet och målat det och håller på och skavar lagren. Det blir ett litet avbrott för jag måste smida ännu ett skavstål eller två för att klara av det bakre lagret med sina ryggar.
Jag tätade formarna med värmetåligt kitt som är avsett att täta bilavgasrör med.
Nu har jag putsat rosten av bordet och målat det och håller på och skavar lagren. Det blir ett litet avbrott för jag måste smida ännu ett skavstål eller två för att klara av det bakre lagret med sina ryggar.



Det här skavstålet fungerar väldigt bra för de plana ytorna mellan ryggarna i lagret.
Jag smidde det av en uppnött halvrund fil och härdade i olja.
Jag smidde det av en uppnött halvrund fil och härdade i olja.


Äntligen börjar skavandet bli till någonting.
Det första skavstålet som jag smidde innan jag började gjuta var väldigt klumpigt att skava sidorna på ryggarna med. Jag fick ett tips av en fönsterfabrikör från USA som är aktiv på ett annat forum om hur ett bra skavstål för sidorna på ryggarna skall se ut.
Jag högg av ändan på det misslyckade skavstålet och stukade upp den och smidde ut såhär. Det fungerar helt perfekt.
Med de två nya specialtillverkade skavstålen blev det fart på skavandet. Snart är de två fasta lagerhalvorna färdigskavade.
Det första skavstålet som jag smidde innan jag började gjuta var väldigt klumpigt att skava sidorna på ryggarna med. Jag fick ett tips av en fönsterfabrikör från USA som är aktiv på ett annat forum om hur ett bra skavstål för sidorna på ryggarna skall se ut.
Jag högg av ändan på det misslyckade skavstålet och stukade upp den och smidde ut såhär. Det fungerar helt perfekt.
Med de två nya specialtillverkade skavstålen blev det fart på skavandet. Snart är de två fasta lagerhalvorna färdigskavade.

Nu är lagren färdigskavade och oljespåren gjorda. Hela lagerytorna är skavade så som det skall vara i babbitslager av god kvalitet.
Jag använde en Dremel med en liten raspkula att göra oljespåren med.
Med facit i hand borde axeln jag göt kring ha varit 0,4 eller 0,5 mm undermått i stället för 0,3mm. Lyckligtvis kom krympningen mitt i lagren så jag kunde korrigera det genom att byta till tunnare shimsar och skava mera.
Lagerspelet känns nätt och jämt men det är så litet att det knappast kommer att kännas överhuvudtaget när det kommer olja i lagren. Enligt vad jag har hört är det rätt lagerspel.
Jag använde en Dremel med en liten raspkula att göra oljespåren med.
Med facit i hand borde axeln jag göt kring ha varit 0,4 eller 0,5 mm undermått i stället för 0,3mm. Lyckligtvis kom krympningen mitt i lagren så jag kunde korrigera det genom att byta till tunnare shimsar och skava mera.
Lagerspelet känns nätt och jämt men det är så litet att det knappast kommer att kännas överhuvudtaget när det kommer olja i lagren. Enligt vad jag har hört är det rätt lagerspel.

Jag fattar inte vad det är för fel på bakre flänsen på klingaxeln. Beroende på hur jag spänner muttern så pekar den snett olika vägar. Flänsen är slätsvarvad på plats på axeln men det hjälper inte. Hur jag än gör kastar den 0,1-0,2 mm i någon riktning.
Jag kanske borde beställa en ny fläns från metallverkstaden och hoppas att den blir bättre än den gamla.
Jag kanske borde beställa en ny fläns från metallverkstaden och hoppas att den blir bättre än den gamla.
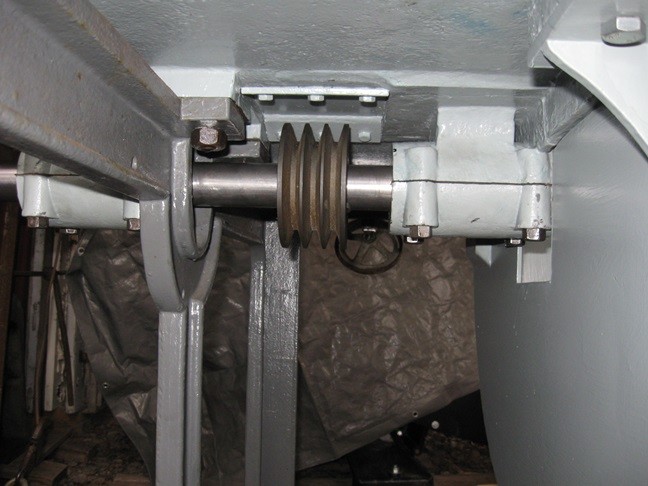
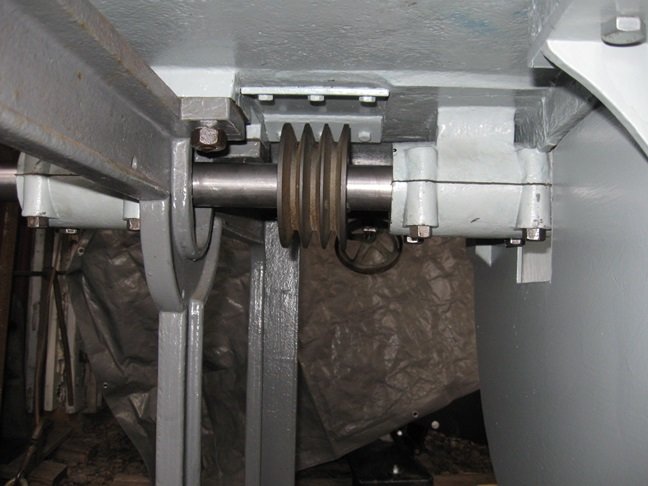
Såhär långt har projektet i alla fall kommit.
I dag då jag var till skroten hittade jag en stump 200x200x20 vinkeljärn som skall bli anslag på sågen.
I dag då jag var till skroten hittade jag en stump 200x200x20 vinkeljärn som skall bli anslag på sågen.


Projektet fortsätter man jag har hat två förkylningar som har bromsat upp båpde sjukgymnastiken och sågprojektet.
Anslaget börjar bli någotsånär färdigt men jag har ännu några små justeringar kvar att göra. Nya klingflänsen är på plats och axeln och spånkåpan monterade.
Det ursprungliga anslaget hade bara suttit fast i laxstjärtsspåret i bordet men eftersom jag siktar på att köra med matarverk vill jag ha ett stadigare anslag. Det blev en skena av 40x40 mm fyrkantjärn vid ändan av bordet som fungerar som primär fastsättning och en bult med laxstlärtsformad skalle som löper i det gamla spåret och fungerar som extra förstyvning.
Får hoppas att det fungerar som jag har tänkt.
Anslaget börjar bli någotsånär färdigt men jag har ännu några små justeringar kvar att göra. Nya klingflänsen är på plats och axeln och spånkåpan monterade.
Det ursprungliga anslaget hade bara suttit fast i laxstjärtsspåret i bordet men eftersom jag siktar på att köra med matarverk vill jag ha ett stadigare anslag. Det blev en skena av 40x40 mm fyrkantjärn vid ändan av bordet som fungerar som primär fastsättning och en bult med laxstlärtsformad skalle som löper i det gamla spåret och fungerar som extra förstyvning.
Får hoppas att det fungerar som jag har tänkt.
-
 Inloggade ser högupplösta bilderLogga inSkapa kontoGratis och tar endast 30 sekunder
Inloggade ser högupplösta bilderLogga inSkapa kontoGratis och tar endast 30 sekunder -
 Inloggade ser högupplösta bilderLogga inSkapa kontoGratis och tar endast 30 sekunder
Inloggade ser högupplösta bilderLogga inSkapa kontoGratis och tar endast 30 sekunder -
 Inloggade ser högupplösta bilderLogga inSkapa kontoGratis och tar endast 30 sekunder
Inloggade ser högupplösta bilderLogga inSkapa kontoGratis och tar endast 30 sekunder -
 Inloggade ser högupplösta bilderLogga inSkapa kontoGratis och tar endast 30 sekunder
Inloggade ser högupplösta bilderLogga inSkapa kontoGratis och tar endast 30 sekunder