3 390 662 läst · 18 250 svar
3391k läst
18,3k svar
Vad har du gjort med verktyg och maskiner idag?
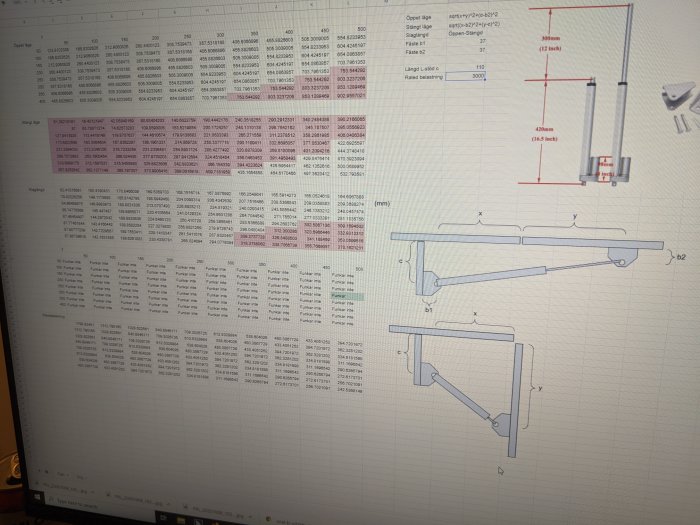
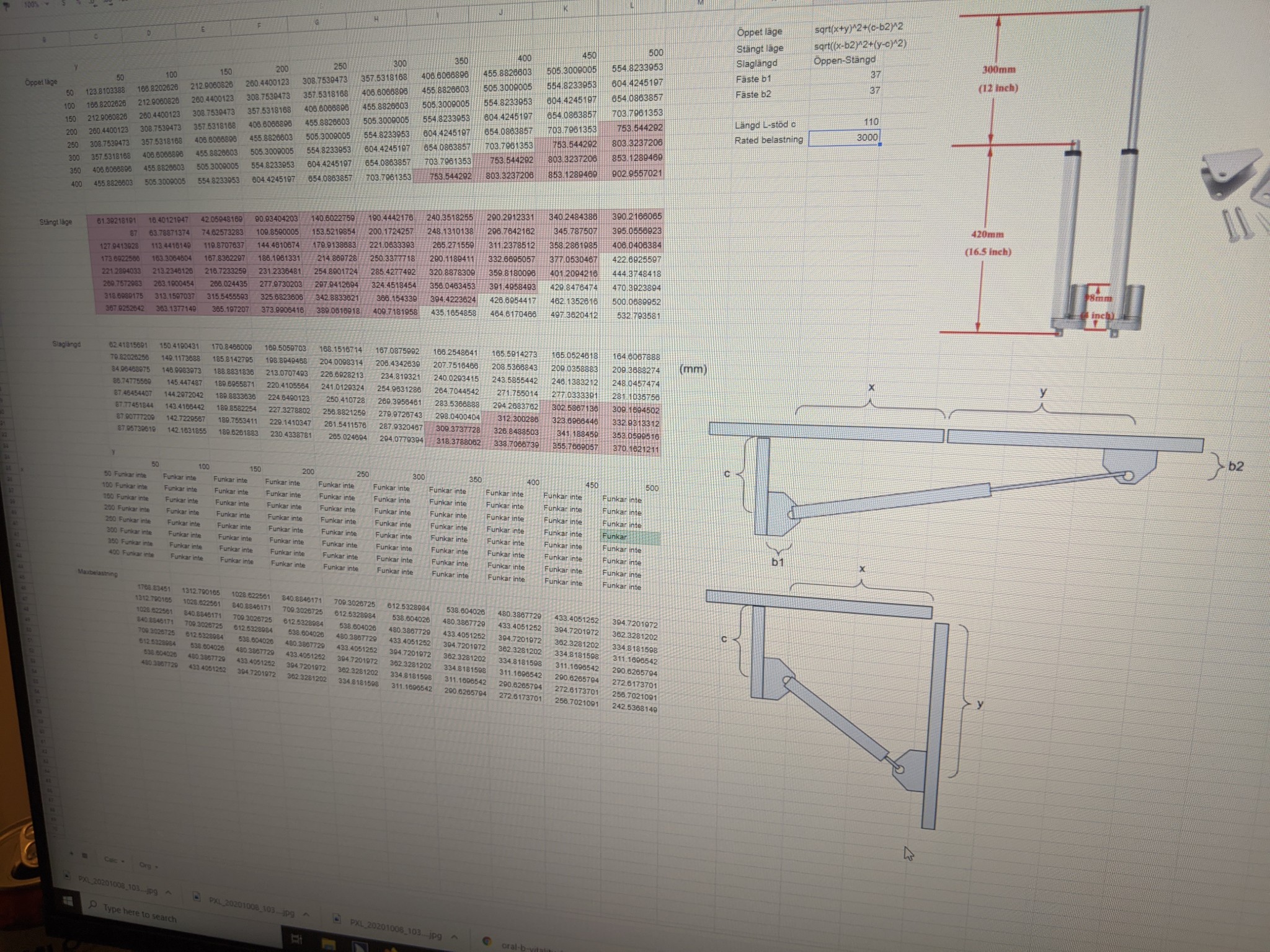
Har prokrastinerat lite på jobbet och pillat med mitt skrivbordsprojekt. Vill hitta den bästa möjliga geometrin, också med avseende på rigiditet i slutprodukten. Vi får se var det landar och hur mycket saker som behöver modifieras.
Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder

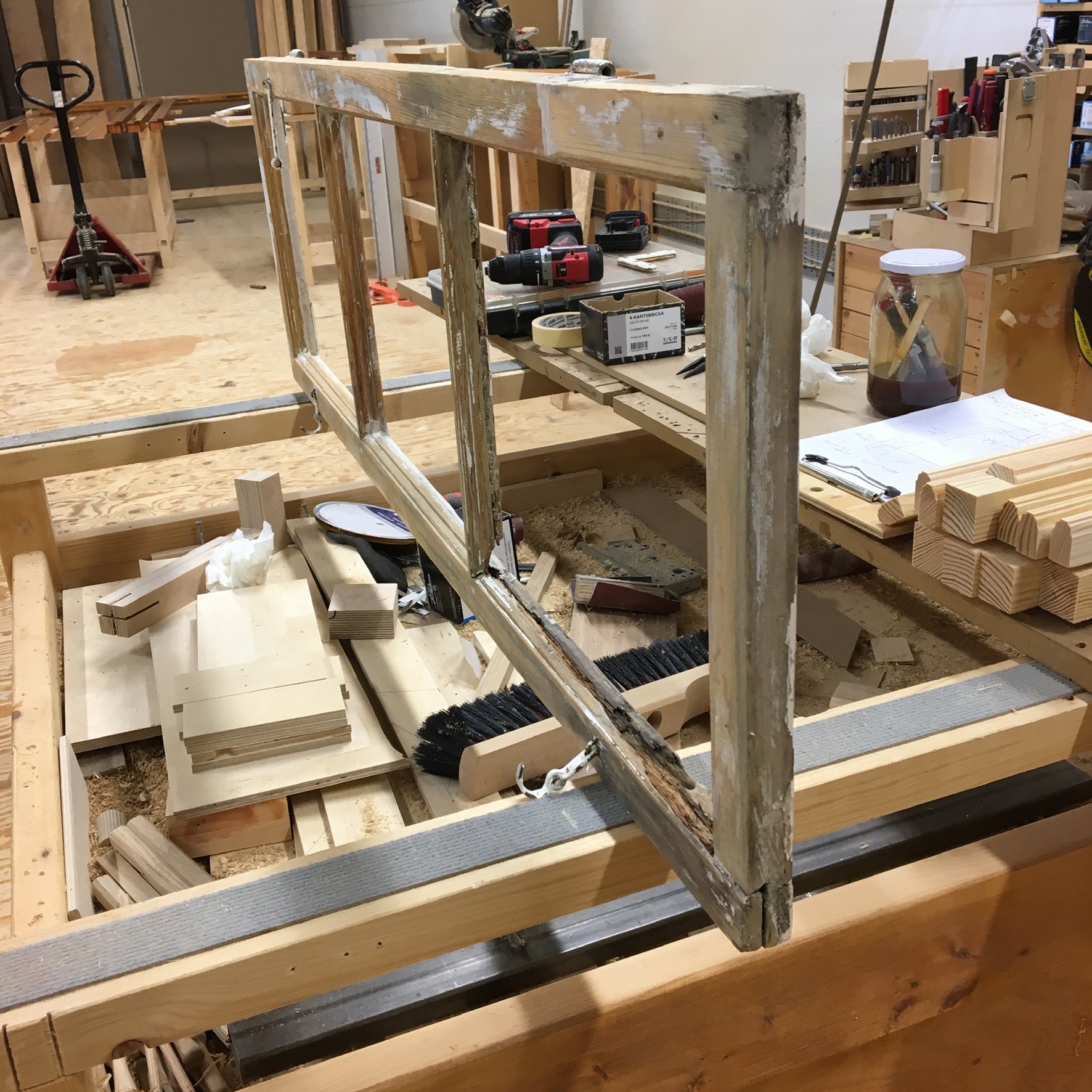
I dag har jag tittat på några fönsterbågar. Ägaren till torpet bågarna kommer ifrån påstår att de här är de som är i bäst skick och att han vill att jag lagar dem så han får se hur det blir och att jag då möjligen kan få åtgärda resten också. Har hört sådant här tidigare och vet ungefär vad det betyder. Skall inte tråka ut er med det. Jag skiter ändå i vilket och lägger tiden på vad jag tycker är rimligt.
Bottestycket och båda stående ramstyckena ända upp till nedre spröjsen är slut. Nedre spröjsen är kex. Där någonstans tycker jag att det inte längre är motiverat att laga. Jag vet att många säger att de gamla virket är mycket bättre blabla. Men hur det än blir så kommer det nya virket som jag sätter dit att hamna på de mest utsatta ställena och därmed bestämma hållbarheten efter lagning. Tidsmässigt så tar det längre tid att laga än det tar att göra en helt ny när det kommer till att slå isär hela för att kunna få in ny spröjs.

Tänkte inte på att ta bilder i början. Så inget dokumenterar urval av virke, klyvning och hyvling eller fräsning av profil. Det är hur som helst inte särskilt intressant. Det jag vill förmedla är en arbetsordning som leder till en båge som ser ut som orginalet men utan att behöva använda motprofil.
Som sagt har jag börjat med att fräsa dekorprofilen på alla bitar. Sedan har jag kapat allt material så att stolparna är exakt 2mm längre än orginalbågen och alla liggande delar är 2mm längre än bågens bredd. Orsaken förklaras senare.
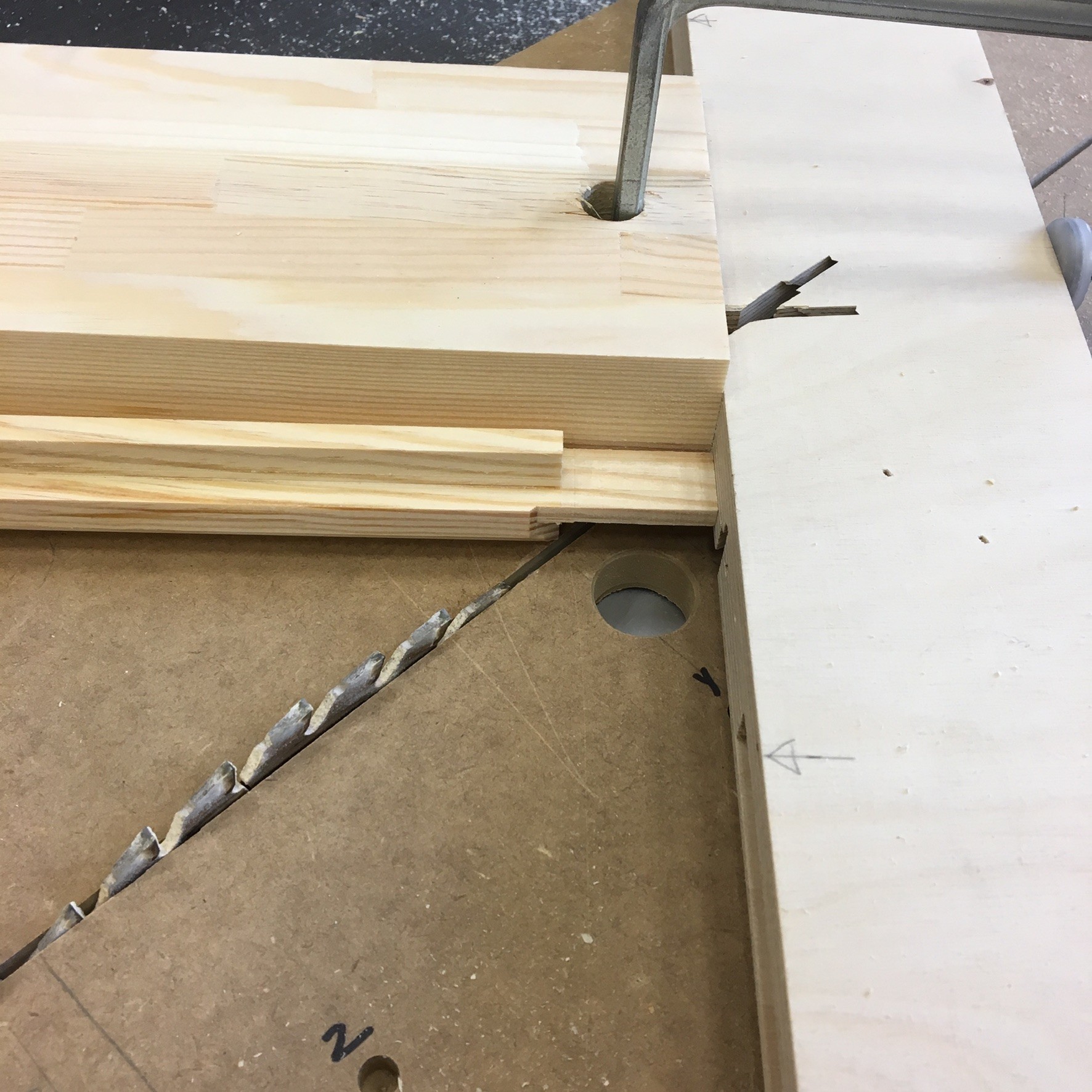
Därefter så har jag tiltat klingan i justersågen 45grader och så att säga ”nackat” alla bitar på insidan genom att ställa klyvanhållet som stopp. Klingans höjd är exakt som dekorprofilsdjupet.
Jag har även gerat stolparna där spröjsen skall sitta.

Tanken är att om man gör operationen ovan innan man tappar och slitsar. Då är nackningen densamma på båda sidor.

Har gjort samma på spröjsen då det är ett perfekt sätt att i ett tidigt skede bestämma längden. Har dock sänkt klingan så att den bara tar någon mm. Detta för att inte ta bort mer material än tappbredden.
Tapphålen har jag kört med domino. Kan inte motivera tiden det tar att stå och hugga in allt för hand. Hade vi haft en stämborrmaskin så hade jag övervägt att använda den. Tidsmässigt så tog det knappt 10min per båge med domino.

Tog inga bilder på sågning av tappar. Får medge att jag gillar nya sågen med digitala inställningar av anhåll när jag gör sånt här. Med hjälp av en enkel gigg/påskjutare är det enklast och snabbast att såga tappar och slitsar.

Först nu har jag gjort glasfalsen. Det är så pass få bitar så jag har inte besvärat mig med att ställa in en fräs. Sågade falsen. Anledningen till att vänta tills nu är att spröjsen är så klen att anliggningsytorna skulle ha varit för små för att kunna hålla spröjsen rakt vid utförandet av de tidigare operationerna.
För att gera den lilla profilen på spröjsen så att den passar i urtagen i de stående ramstyckena så använde jag en annan jigg. Omvända geringar är besvärliga.

Sågade slitsningar med digitalt anhåll blir tillräckligt bra.

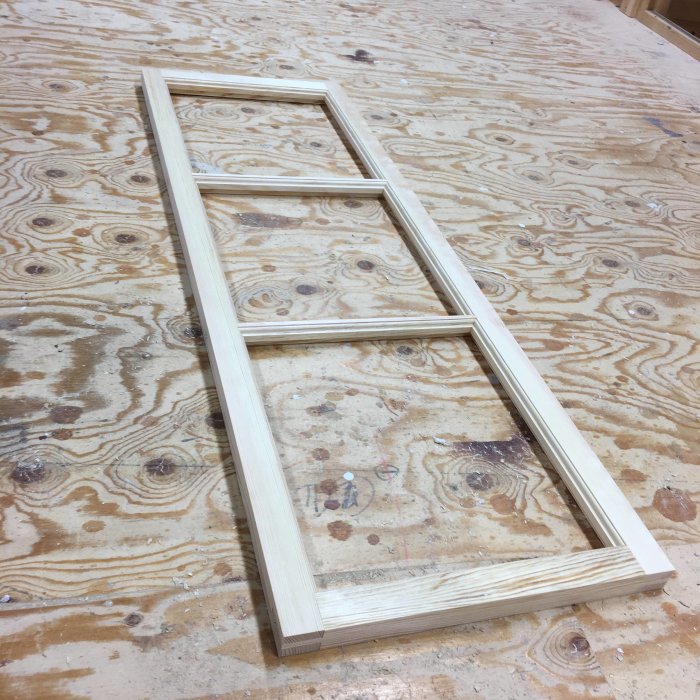
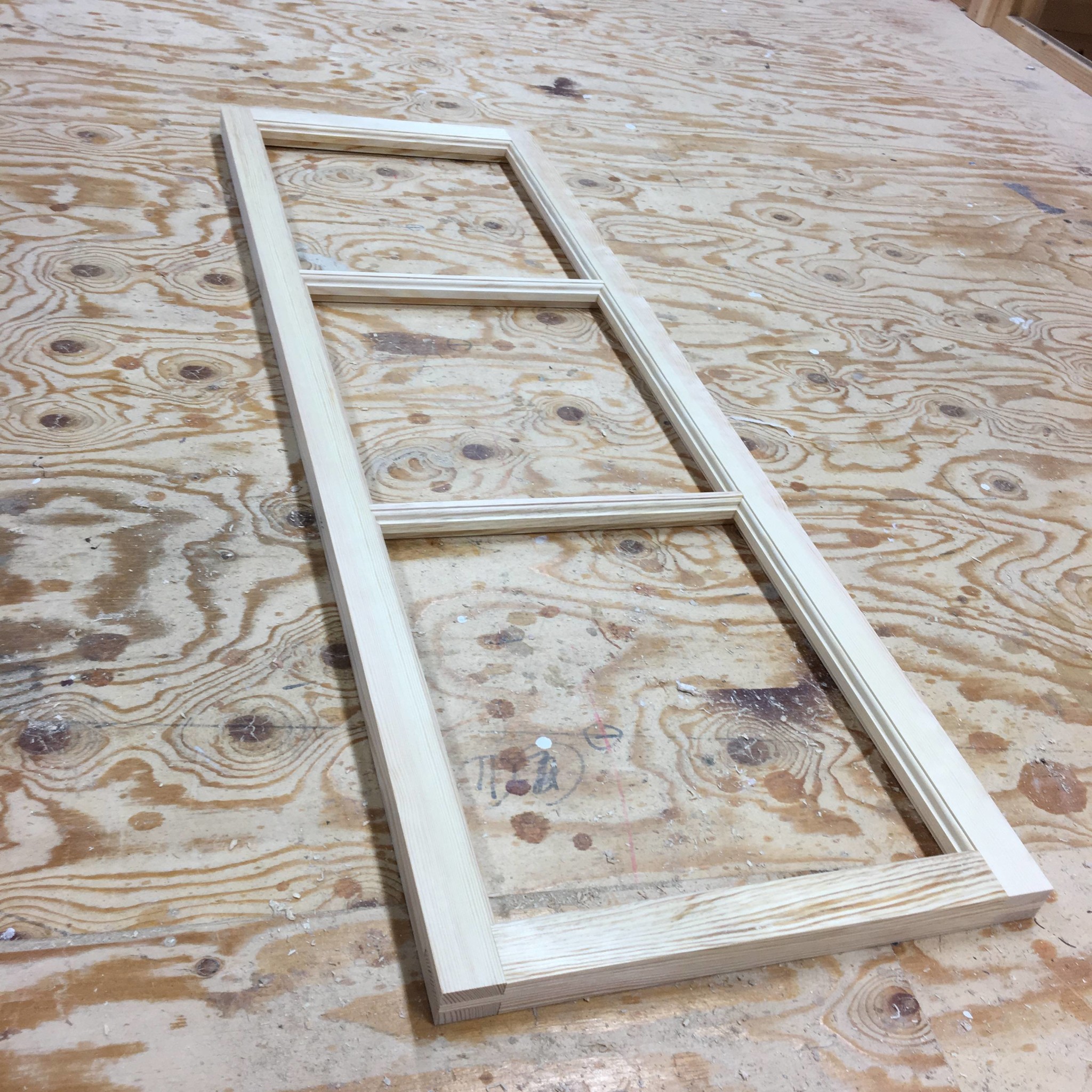
Torrmontering.
Genomgående tapp lika orginal. Tanken är att alla förband också skall pliggas med pinnar. Se det tidigare inlägget om tappvässare enl M Wendel.

Övermåttet på två millimeter behövs av två skäl. Först för att det är trevligt att kunna såga rent bågarna runt om så att alla märken efter knektar och annat tas bort. Sedan att det är bra att ha en liten justermån att laborera med när bågarna skall passas in på plats.

Bara för att reta känsliga forummedlemmar...
Har lagt ungefär en och en halv timme på att tänka igenom och mäta. Fyra och en halv timme på att hyvla fräsa och såga. Har gjort delar till tre bågar för att vara garanterad att ha användbara grejer till två. Risken finns alltid att något går sönder eller att fel som var dolda kommer fram under arbetet.
Mvh Findus
Bottestycket och båda stående ramstyckena ända upp till nedre spröjsen är slut. Nedre spröjsen är kex. Där någonstans tycker jag att det inte längre är motiverat att laga. Jag vet att många säger att de gamla virket är mycket bättre blabla. Men hur det än blir så kommer det nya virket som jag sätter dit att hamna på de mest utsatta ställena och därmed bestämma hållbarheten efter lagning. Tidsmässigt så tar det längre tid att laga än det tar att göra en helt ny när det kommer till att slå isär hela för att kunna få in ny spröjs.
Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Tänkte inte på att ta bilder i början. Så inget dokumenterar urval av virke, klyvning och hyvling eller fräsning av profil. Det är hur som helst inte särskilt intressant. Det jag vill förmedla är en arbetsordning som leder till en båge som ser ut som orginalet men utan att behöva använda motprofil.
Som sagt har jag börjat med att fräsa dekorprofilen på alla bitar. Sedan har jag kapat allt material så att stolparna är exakt 2mm längre än orginalbågen och alla liggande delar är 2mm längre än bågens bredd. Orsaken förklaras senare.
Därefter så har jag tiltat klingan i justersågen 45grader och så att säga ”nackat” alla bitar på insidan genom att ställa klyvanhållet som stopp. Klingans höjd är exakt som dekorprofilsdjupet.
Jag har även gerat stolparna där spröjsen skall sitta.

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Tanken är att om man gör operationen ovan innan man tappar och slitsar. Då är nackningen densamma på båda sidor.

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Har gjort samma på spröjsen då det är ett perfekt sätt att i ett tidigt skede bestämma längden. Har dock sänkt klingan så att den bara tar någon mm. Detta för att inte ta bort mer material än tappbredden.
Tapphålen har jag kört med domino. Kan inte motivera tiden det tar att stå och hugga in allt för hand. Hade vi haft en stämborrmaskin så hade jag övervägt att använda den. Tidsmässigt så tog det knappt 10min per båge med domino.

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Tog inga bilder på sågning av tappar. Får medge att jag gillar nya sågen med digitala inställningar av anhåll när jag gör sånt här. Med hjälp av en enkel gigg/påskjutare är det enklast och snabbast att såga tappar och slitsar.

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Först nu har jag gjort glasfalsen. Det är så pass få bitar så jag har inte besvärat mig med att ställa in en fräs. Sågade falsen. Anledningen till att vänta tills nu är att spröjsen är så klen att anliggningsytorna skulle ha varit för små för att kunna hålla spröjsen rakt vid utförandet av de tidigare operationerna.
För att gera den lilla profilen på spröjsen så att den passar i urtagen i de stående ramstyckena så använde jag en annan jigg. Omvända geringar är besvärliga.
Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Sågade slitsningar med digitalt anhåll blir tillräckligt bra.

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Torrmontering.
Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Genomgående tapp lika orginal. Tanken är att alla förband också skall pliggas med pinnar. Se det tidigare inlägget om tappvässare enl M Wendel.

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Övermåttet på två millimeter behövs av två skäl. Först för att det är trevligt att kunna såga rent bågarna runt om så att alla märken efter knektar och annat tas bort. Sedan att det är bra att ha en liten justermån att laborera med när bågarna skall passas in på plats.

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Bara för att reta känsliga forummedlemmar...
Har lagt ungefär en och en halv timme på att tänka igenom och mäta. Fyra och en halv timme på att hyvla fräsa och såga. Har gjort delar till tre bågar för att vara garanterad att ha användbara grejer till två. Risken finns alltid att något går sönder eller att fel som var dolda kommer fram under arbetet.
Mvh Findus
Rickard.
Medlem
· Riktiga Norrland
· 6 372 inlägg
Rickard.
Medlem
- Riktiga Norrland
- 6 372 inlägg
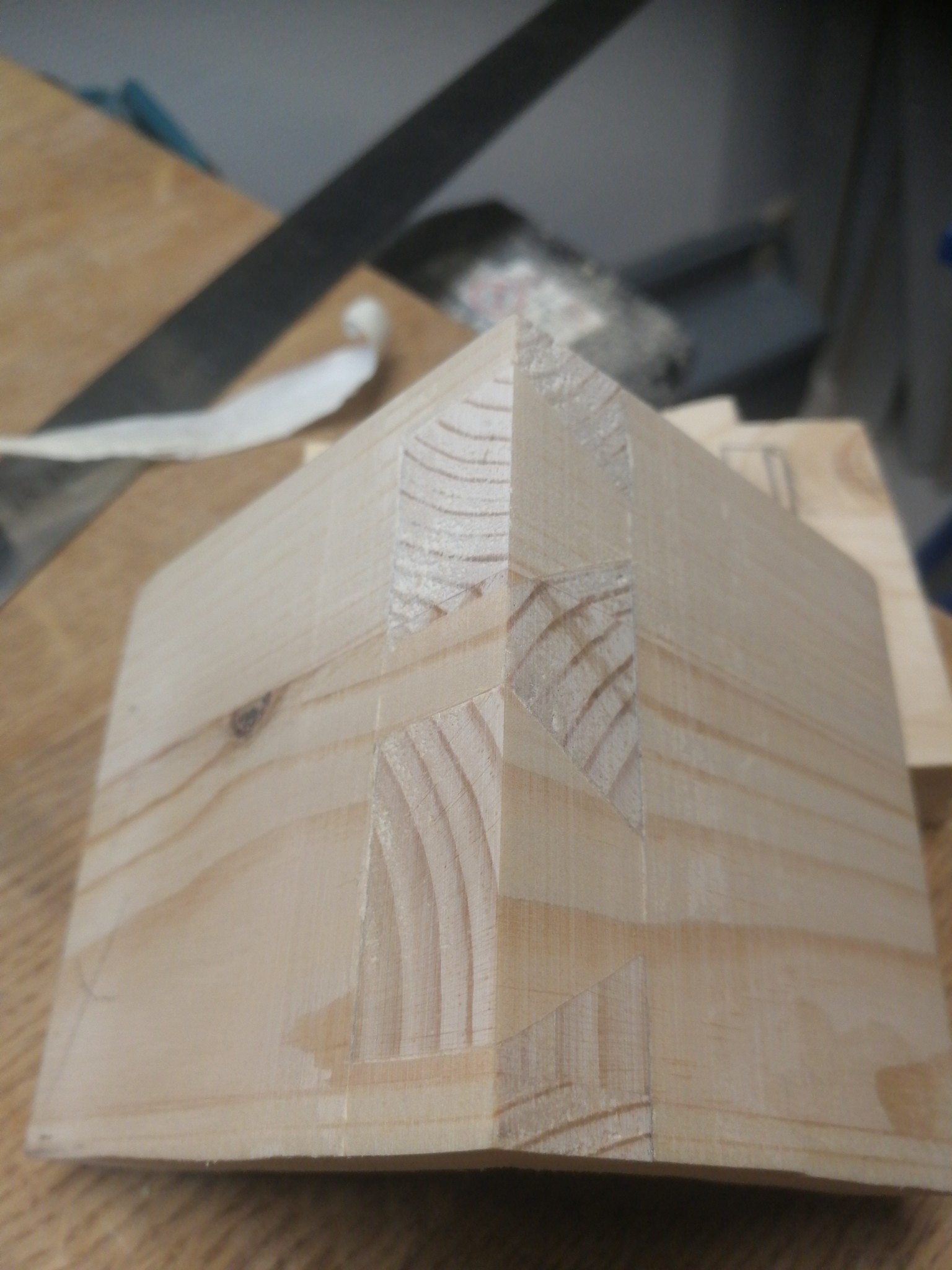
Har lite idéer på lite roliga kontursågs jobb nu när jag råkat ramlat över en. Men först behöver jag träna och vänja mig vid maskinen så jag kom på en dum utmaning åt mig själv. Göra en sinkfog med den, och för att jag är ute efter att öva med just sågen så begränsade jag mig rejält på verktygen (bara dom som är på bilden).
Resultatet blev väl kanske som väntat förutom att jag inte tänkte mig för med kniven i handen så det blev en omvänd sinkfog med extra ömtåliga hörn")
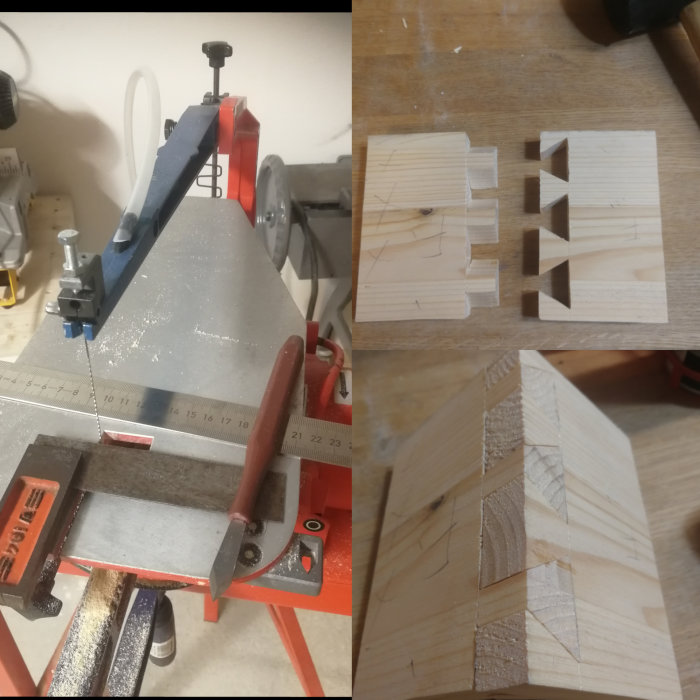
Resultatet blev väl kanske som väntat förutom att jag inte tänkte mig för med kniven i handen så det blev en omvänd sinkfog med extra ömtåliga hörn
Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
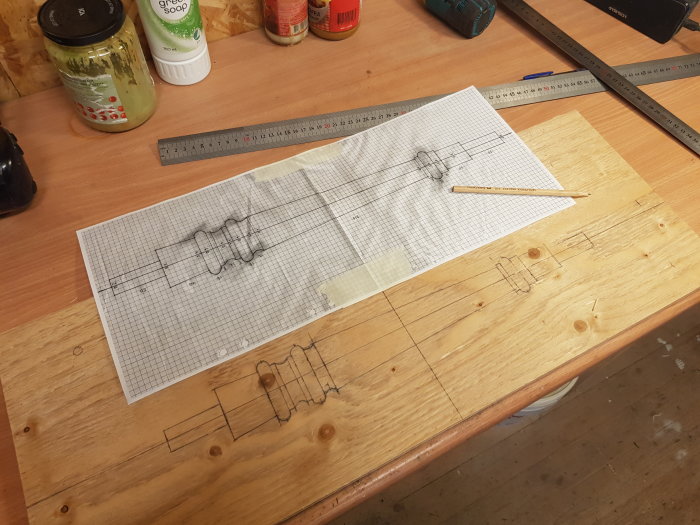
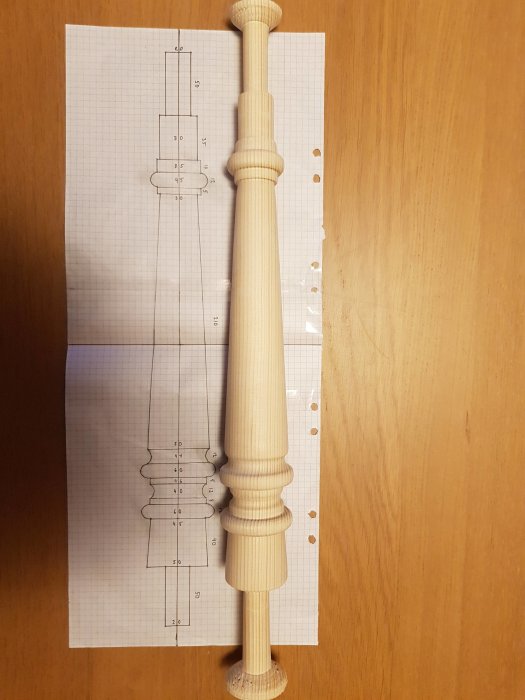
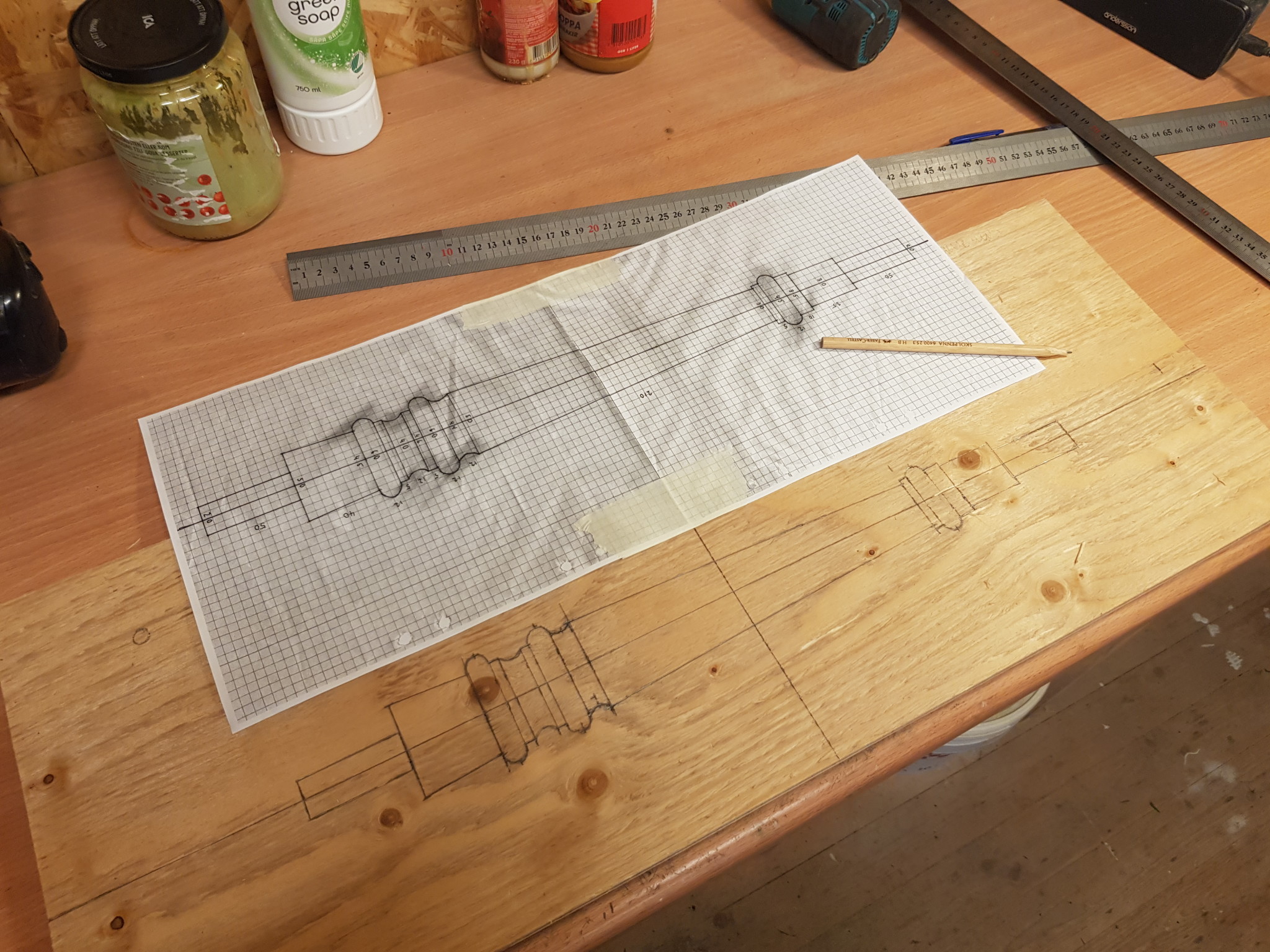
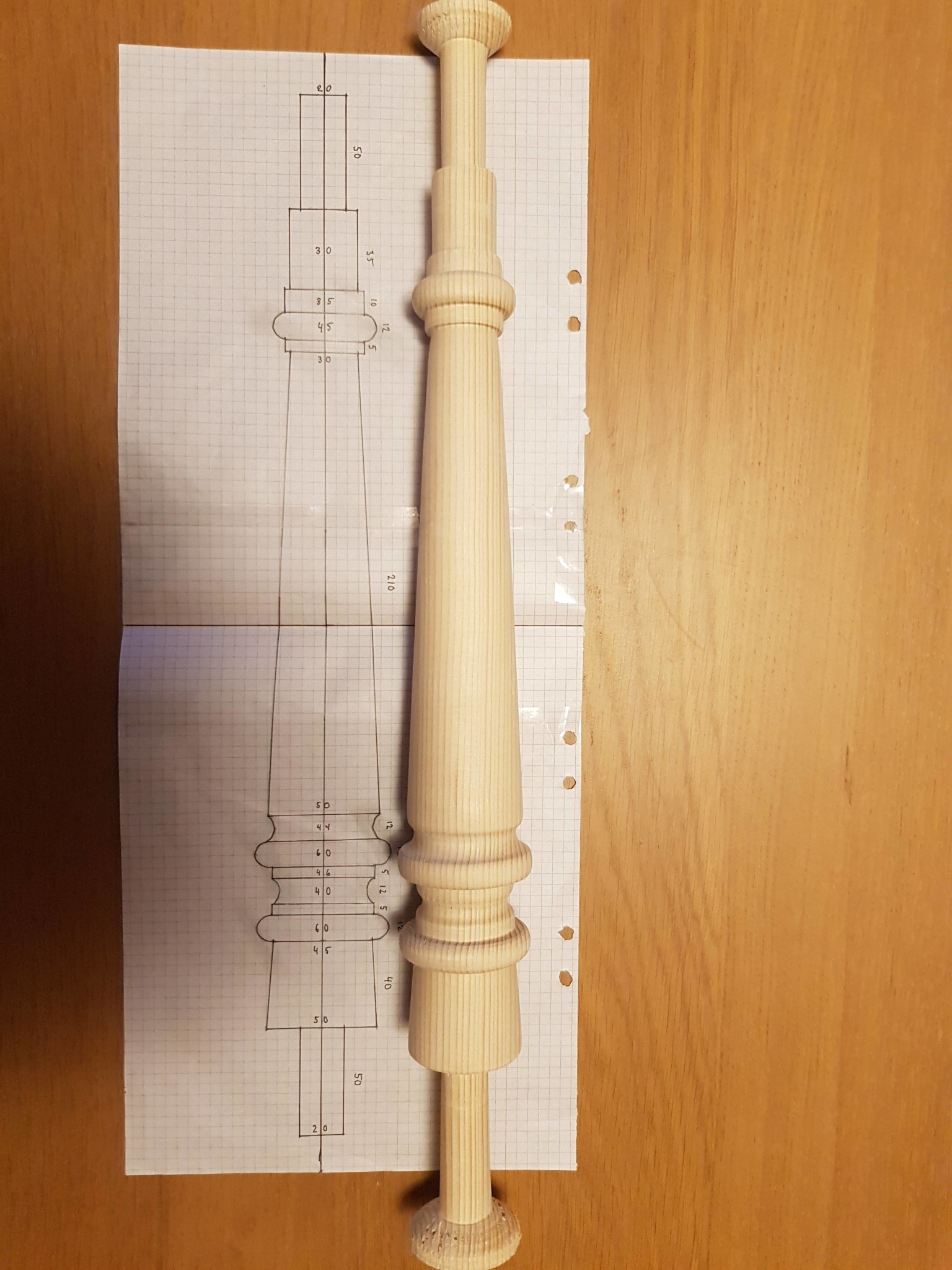
Idag har jag äntligen slöjdat lite och svarven har snurrat för första gången sedan flytten till sitt nya rum. Sågat ut en mall och svarvat ett provben av en vanlig 70 regel, inte bästa virket att svarva i men vill inte börja använda det riktiga virket innan allt är utprovat ordentligt, finns lite som behöver justeras. Sen ska det bli 20 styck ben till bänkarna i en nybyggd järnvägsvagn.





Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Rickard.
Medlem
· Riktiga Norrland
· 6 372 inlägg
Rickard.
Medlem
- Riktiga Norrland
- 6 372 inlägg
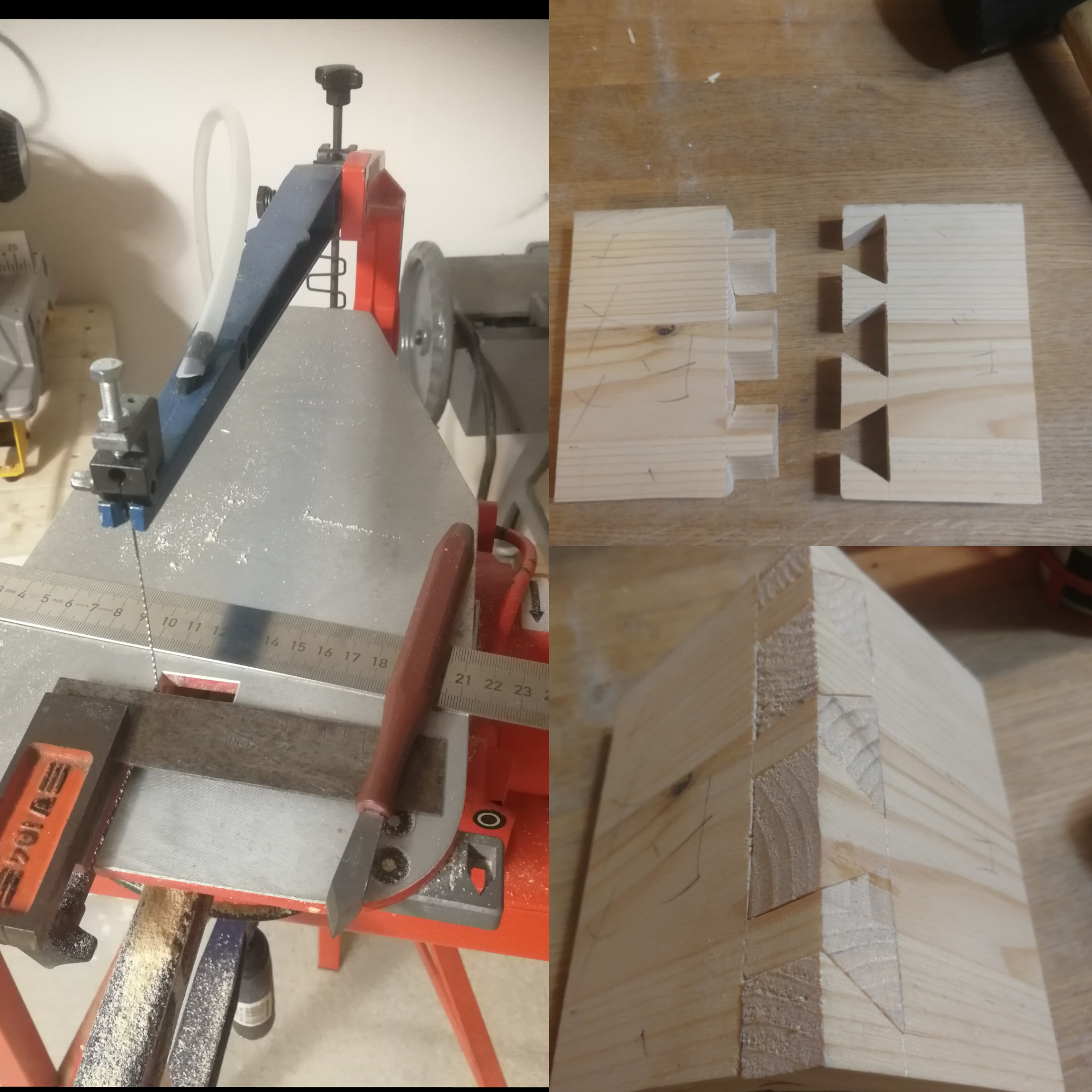
Fortsättning.
Blandade in en såg, lite trälim och sandpapper o se på f*n, inte riktigt youtube standard men hade nog fungerat för att hålla ihop en liten låda.

Blandade in en såg, lite trälim och sandpapper o se på f*n, inte riktigt youtube standard men hade nog fungerat för att hålla ihop en liten låda.
Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Redigerat:
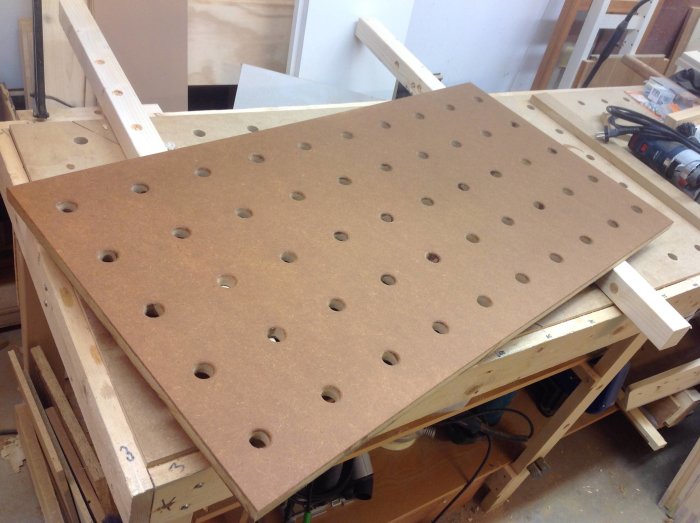
... och så var den klar; min variant på MFT-slab!
960 gånger 500 mm, femtio hål som har borrats och frästs två rader i taget. Ett ganska enahanda pyssel som ger en möjlighet att koppla bort annat vardagligt som är inne och stör — ganska vilsamt faktiskt.
Och inte minst bra övning inför att jag ska tillverka en ny arbetsbänk av MFT-typ där mallen är en reservskiva från Festool och hålen som ska göras är avsevärt fler.
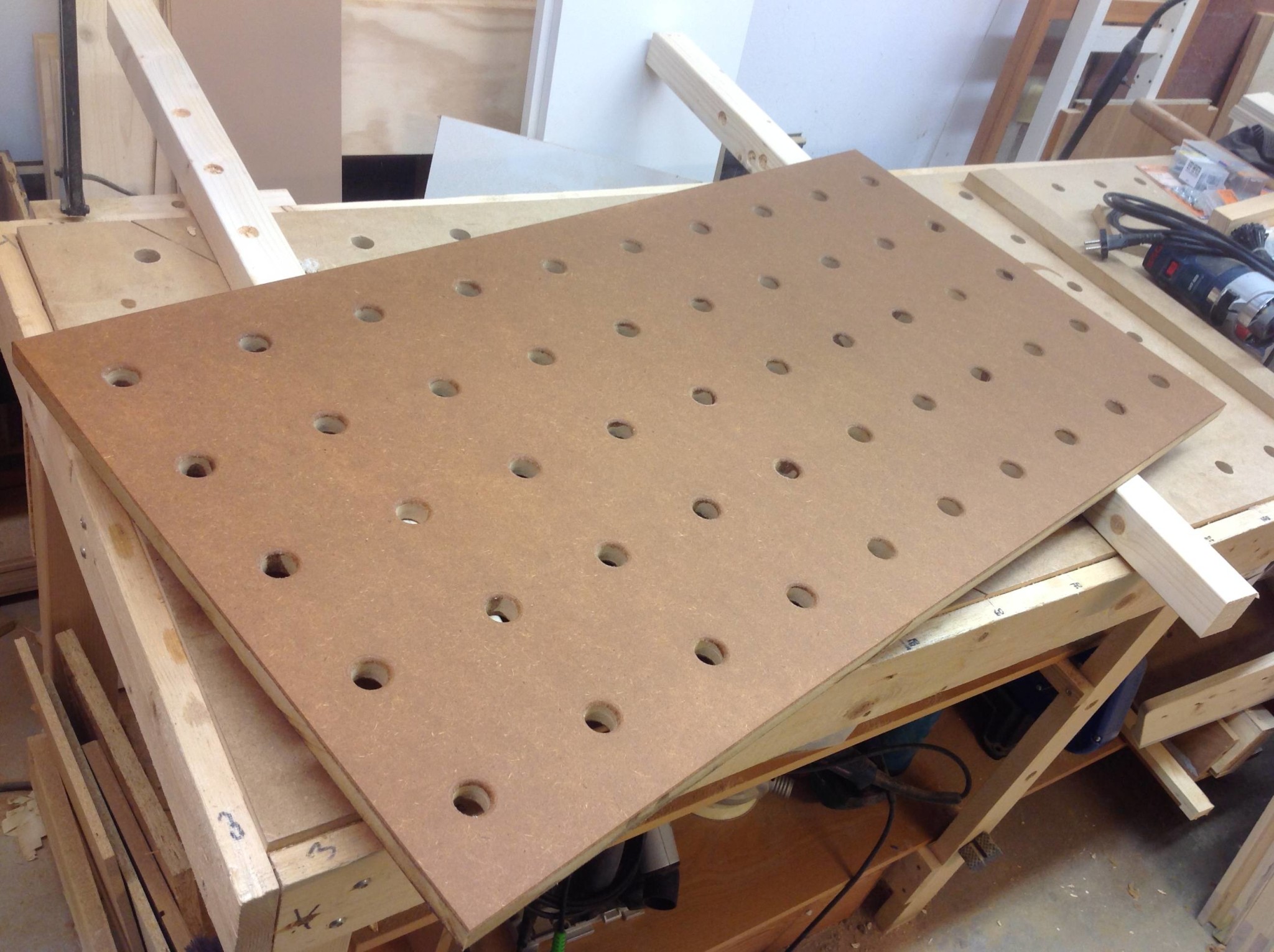
Och såhär spännande blev det! Bilden visar undersidan där jag har gett hålen en liten avrundning på 3,2 mm, dels för att göra det lite lättare att trä i en tving, dels för att göra hålen lite stryktåligare.
På ovansidan har jag fasat hålen i 45 grader med en dryg mm av samma anledning och även kanterna på över- och undersida har fasats.
En sak som är lite komisk är att hålbilden i ett hörn är perfekt rätvinklig men i motstående hörn diffar minimalt, hålen sicksackar alltså ytterst lite som de vill. Perfekt rätvinklighet var inget jag satsade på — min metod är ju för rustik för det men det känns ju lite lustigt att vara nära ett riktigt bra resultat och ändå inte nå ända fram. Det är som att nästan komma ihåg ett telefonnummer.
Nåväl, slabben är klar och det har varit kul att göra den och jag vet att jag kommer att ha nytta av den. Den som vill kan ju googla på "MFT-slab" och kommer då att hitta avsevärt mer avancerade varianter än min.
En anledning till att min är såpass simpel som den är, är att jag har framtida planer för den.
Om någon undrar över nyansskillnaden mellan bilden i det här inlägget och de tidigare så beror den på att nu är skivan inoljad med paraffinolja för att bättre stå emot lim och annat slafs som kan hamna på den.
Allt gott!
//Ronnie
960 gånger 500 mm, femtio hål som har borrats och frästs två rader i taget. Ett ganska enahanda pyssel som ger en möjlighet att koppla bort annat vardagligt som är inne och stör — ganska vilsamt faktiskt.
Och inte minst bra övning inför att jag ska tillverka en ny arbetsbänk av MFT-typ där mallen är en reservskiva från Festool och hålen som ska göras är avsevärt fler.
Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Och såhär spännande blev det! Bilden visar undersidan där jag har gett hålen en liten avrundning på 3,2 mm, dels för att göra det lite lättare att trä i en tving, dels för att göra hålen lite stryktåligare.
På ovansidan har jag fasat hålen i 45 grader med en dryg mm av samma anledning och även kanterna på över- och undersida har fasats.
En sak som är lite komisk är att hålbilden i ett hörn är perfekt rätvinklig men i motstående hörn diffar minimalt, hålen sicksackar alltså ytterst lite som de vill. Perfekt rätvinklighet var inget jag satsade på — min metod är ju för rustik för det men det känns ju lite lustigt att vara nära ett riktigt bra resultat och ändå inte nå ända fram. Det är som att nästan komma ihåg ett telefonnummer.
Nåväl, slabben är klar och det har varit kul att göra den och jag vet att jag kommer att ha nytta av den. Den som vill kan ju googla på "MFT-slab" och kommer då att hitta avsevärt mer avancerade varianter än min.
En anledning till att min är såpass simpel som den är, är att jag har framtida planer för den.
Om någon undrar över nyansskillnaden mellan bilden i det här inlägget och de tidigare så beror den på att nu är skivan inoljad med paraffinolja för att bättre stå emot lim och annat slafs som kan hamna på den.
Allt gott!
//Ronnie
P Pysslarn skrev:... och så var den klar; min variant på MFT-slab!
960 gånger 500 mm, femtio hål som har borrats och frästs två rader i taget. Ett ganska enahanda pyssel som ger en möjlighet att koppla bort annat vardagligt som är inne och stör — ganska vilsamt faktiskt.
Och inte minst bra övning inför att jag ska tillverka en ny arbetsbänk av MFT-typ där mallen är en reservskiva från Festool och hålen som ska göras är avsevärt fler.
[bild]
Och såhär spännande blev det! Bilden visar undersidan där jag har gett hålen en liten avrundning på 3,2 mm, dels för att göra det lite lättare att trä i en tving, dels för att göra hålen lite stryktåligare.
På ovansidan har jag fasat hålen i 45 grader med en dryg mm av samma anledning och även kanterna på över- och undersida har fasats.
En sak som är lite komisk är att hålbilden i ett hörn är perfekt rätvinklig men i motstående hörn diffar minimalt, hålen sicksackar alltså ytterst lite som de vill. Perfekt rätvinklighet var inget jag satsade på — min metod är ju för rustik för det men det känns ju lite lustigt att vara nära ett riktigt bra resultat och ändå inte nå ända fram. Det är som att nästan komma ihåg ett telefonnummer.
Nåväl, slabben är klar och det har varit kul att göra den och jag vet att jag kommer att ha nytta av den. Den som vill kan ju googla på "MFT-slab" och kommer då att hitta avsevärt mer avancerade varianter än min.
En anledning till att min är såpass simpel som den är, är att jag har framtida planer för den.
Om någon undrar över nyansskillnaden mellan bilden i det här inlägget och de tidigare så beror den på att nu är skivan inoljad med paraffinolja för att bättre stå emot lim och annat slafs som kan hamna på den.
Allt gott!
//Ronnie
P Pysslarn skrev:... och så var den klar; min variant på MFT-slab!
960 gånger 500 mm, femtio hål som har borrats och frästs två rader i taget. Ett ganska enahanda pyssel som ger en möjlighet att koppla bort annat vardagligt som är inne och stör — ganska vilsamt faktiskt.
Och inte minst bra övning inför att jag ska tillverka en ny arbetsbänk av MFT-typ där mallen är en reservskiva från Festool och hålen som ska göras är avsevärt fler.
[bild]
Och såhär spännande blev det! Bilden visar undersidan där jag har gett hålen en liten avrundning på 3,2 mm, dels för att göra det lite lättare att trä i en tving, dels för att göra hålen lite stryktåligare.
På ovansidan har jag fasat hålen i 45 grader med en dryg mm av samma anledning och även kanterna på över- och undersida har fasats.
En sak som är lite komisk är att hålbilden i ett hörn är perfekt rätvinklig men i motstående hörn diffar minimalt, hålen sicksackar alltså ytterst lite som de vill. Perfekt rätvinklighet var inget jag satsade på — min metod är ju för rustik för det men det känns ju lite lustigt att vara nära ett riktigt bra resultat och ändå inte nå ända fram. Det är som att nästan komma ihåg ett telefonnummer.
Nåväl, slabben är klar och det har varit kul att göra den och jag vet att jag kommer att ha nytta av den. Den som vill kan ju googla på "MFT-slab" och kommer då att hitta avsevärt mer avancerade varianter än min.
En anledning till att min är såpass simpel som den är, är att jag har framtida planer för den.
Om någon undrar över nyansskillnaden mellan bilden i det här inlägget och de tidigare så beror den på att nu är skivan inoljad med paraffinolja för att bättre stå emot lim och annat slafs som kan hamna på den.
Allt gott!
//Ronnie
gott jobbat! Men lätta lite på förlåten nu och låt oss veta vad vi kan vänta oss för stordåd i och med dina framtida planer för den. Vi väntar med spänning. /TP Pysslarn skrev:... och så var den klar; min variant på MFT-slab!
960 gånger 500 mm, femtio hål som har borrats och frästs två rader i taget. Ett ganska enahanda pyssel som ger en möjlighet att koppla bort annat vardagligt som är inne och stör — ganska vilsamt faktiskt.
Och inte minst bra övning inför att jag ska tillverka en ny arbetsbänk av MFT-typ där mallen är en reservskiva från Festool och hålen som ska göras är avsevärt fler.
[bild]
Och såhär spännande blev det! Bilden visar undersidan där jag har gett hålen en liten avrundning på 3,2 mm, dels för att göra det lite lättare att trä i en tving, dels för att göra hålen lite stryktåligare.
På ovansidan har jag fasat hålen i 45 grader med en dryg mm av samma anledning och även kanterna på över- och undersida har fasats.
En sak som är lite komisk är att hålbilden i ett hörn är perfekt rätvinklig men i motstående hörn diffar minimalt, hålen sicksackar alltså ytterst lite som de vill. Perfekt rätvinklighet var inget jag satsade på — min metod är ju för rustik för det men det känns ju lite lustigt att vara nära ett riktigt bra resultat och ändå inte nå ända fram. Det är som att nästan komma ihåg ett telefonnummer.
Nåväl, slabben är klar och det har varit kul att göra den och jag vet att jag kommer att ha nytta av den. Den som vill kan ju googla på "MFT-slab" och kommer då att hitta avsevärt mer avancerade varianter än min.
En anledning till att min är såpass simpel som den är, är att jag har framtida planer för den.
Om någon undrar över nyansskillnaden mellan bilden i det här inlägget och de tidigare så beror den på att nu är skivan inoljad med paraffinolja för att bättre stå emot lim och annat slafs som kan hamna på den.
Allt gott!
//Ronnie

Verktygstokig
· Halland
· 7 547 inlägg
@findus42 tolkade din beskrivning som att du gjorde kittfalsen sist - hur gör du då för att undvika ändträ i falsen?
”Urnackningen” för spröjs mitt på gör du genom två 45 graders snitt antar jag men är det stämjärn som gäller för att skära ur sedan?
Tappfogarna går ju som du beskriver bra att göra med bordsågen men det kan ju kräva lite av takhöjden. Jag inbillar mig ändå att ett tappstål i vertikalen är snabbare men ibland kanske man vill ha olika bredd på varje sida om tappen så det kanske inte är så smidigt ändå....?
”Urnackningen” för spröjs mitt på gör du genom två 45 graders snitt antar jag men är det stämjärn som gäller för att skära ur sedan?
Tappfogarna går ju som du beskriver bra att göra med bordsågen men det kan ju kräva lite av takhöjden. Jag inbillar mig ändå att ett tappstål i vertikalen är snabbare men ibland kanske man vill ha olika bredd på varje sida om tappen så det kanske inte är så smidigt ändå....?