13 051 läst · 74 svar
13k läst
74 svar
Festool CMS och tillbehör
Nu har jag gjort nytt koll, det var helt ok. Tog fram bladmått, 0,05 mm och la dit en akrylplastlinjal som är det absolut rakaste jag har och den kunde inte gå in på långsidan av bordet, vilket är det viktiga.

Däremot på kortsidan av bordet märkte jag att bordet är lite välvd. Jag la dit en stållinjal istället för att det syns inte så bra med akrylplast i fotot. Stållinjalen är inte lika rak som akrylplastlinjalen.
Bifogar bild för att ni ska se vad jag menar. Är det likadant för er?
Framsidan av linjalen, bladmått kunde passera på slutet av linjalen:

Och så andra sidan av linjalen:

Däremot på kortsidan av bordet märkte jag att bordet är lite välvd. Jag la dit en stållinjal istället för att det syns inte så bra med akrylplast i fotot. Stållinjalen är inte lika rak som akrylplastlinjalen.
Bifogar bild för att ni ska se vad jag menar. Är det likadant för er?
Framsidan av linjalen, bladmått kunde passera på slutet av linjalen:
Och så andra sidan av linjalen:
Det där ser rätt ok ut tycker jag. De 0.3 du har har du bakom fräsanhållet, och långt från trycket över frässtålet. De kompenserar du för i fräsanhållet (för att säkerställa 90 grader)när du justerar anhålet med plastskruvarna på anhållet, och vid fräsning genom att pressa över frässtålet och framför fraässtålet. I normalfallet är inte fräsanhålet så långt bak.End skrev:Nu har jag gjort nytt koll, det var helt ok. Tog fram bladmått, 0,05 mm och la dit en akrylplastlinjal som är det absolut rakaste jag har och den kunde inte gå in på långsidan av bordet, vilket är det viktiga.
[bild]
Däremot på kortsidan av bordet märkte jag att bordet är lite välvd. Jag la dit en stållinjal istället för att det syns inte så bra med akrylplast i fotot. Stållinjalen är inte lika rak som akrylplastlinjalen.
Bifogar bild för att ni ska se vad jag menar. Är det likadant för er?
Framsidan av linjalen, bladmått kunde passera på slutet av linjalen:
[bild]
Och så andra sidan av linjalen:
[bild]
Den lilla glipa du har i framkant är som jag skrev igår en bra bit bortanför strecket, hellre nerför än uppför, och man skulle kunna hävda att det är en fördel. Inget jag hade oroat mig för (har inte ens mätt upp för att se om det är rakt bakom fräsanhållet, och jag har en liten glipa i slutet av framkanten, gissningsvis mindre än din, men ändock synlig och i min syn negligerbar.
Visst, det kunde varit helt rakt, men så länge det är helt rakt framför och över stålet så fungerar det bra.
--- Mats ---
Justera anhållet med plasskruvarna... Hur kunde jag missa det! Där ser man. Såg nu att det finns plastskruvar med spår precis bakom anhållet. Får väl testa och fräsa 2 bitar med en hög notfräs och vända på dem och justera därefter.
Tack än en gång Mats! Festool borde anlita dig till att skriva deras manualer. Eller i varje fall en extended manual på svenska
Tack än en gång Mats! Festool borde anlita dig till att skriva deras manualer. Eller i varje fall en extended manual på svenska
OF1400 har varvtal mellan 10000-22000 rpm och kan ställas med ratten i 6 steg, 1 och 6 är givet men vad står 2-5 för? Hittar ingenstans fakta om vad för varvtal det ger för varje vald steg.
Räknar man ut själv så ger varje steg en varvtalsökning på 2400 rpm om man vill täcka intervallen 10-22K.
D.v.s.
1= 10000
2= 12400
3= 14800
4= 17200
5= 19600
6= 22000
Men är det sådana jämna ökningar eller vet någon om det är andra ökningar per steg?
Räknar man ut själv så ger varje steg en varvtalsökning på 2400 rpm om man vill täcka intervallen 10-22K.
D.v.s.
1= 10000
2= 12400
3= 14800
4= 17200
5= 19600
6= 22000
Men är det sådana jämna ökningar eller vet någon om det är andra ökningar per steg?
Inte ett direkt svar på din fråga men det finns en del skrivet om det på fog.
http://festoolownersgroup.com/festool-tools-accessories/speed-control-on-of1400/
http://festoolownersgroup.com/festool-tools-accessories/speed-control-on-of1400/
Har sett denna tråd, där pratar de om att de inte märker någon skillnad på steg 1-4 och förklaringen var ju att skillnaden märks vid last, så obelastad kommer maskinen rotera typ lika snabbt.Saken är att jag har några frässtålar som kräver viss maxvarvtal så jag vill gärna veta exakt vad varje steg står för. Ytterst märkligt att Festool inte skyltar med det...
Det Festool formellt skyltar med är att det varvtal de angivit som max, gäller obelastat. Så de säger implicit att det inte finns ett givet varvtal vid en given inställning, utan varvtalet kommer att bero på last och inställning. Så det du vill ha kan inte garanteras.End skrev:
Saken är att jag har några frässtålar som kräver viss maxvarvtal så jag vill gärna veta exakt vad varje steg står för. Ytterst märkligt att Festool inte skyltar med det...
Det närmaste jag kommit är manualen (hämta alltid alla manualer från USA, http://www.festoolusa.com/media/pdf/of1400_manual_usa.pdf).
Tabellen i den visar ett mönster som jag tolkar som direkt proportionell styrlogik:
--- Mats ---
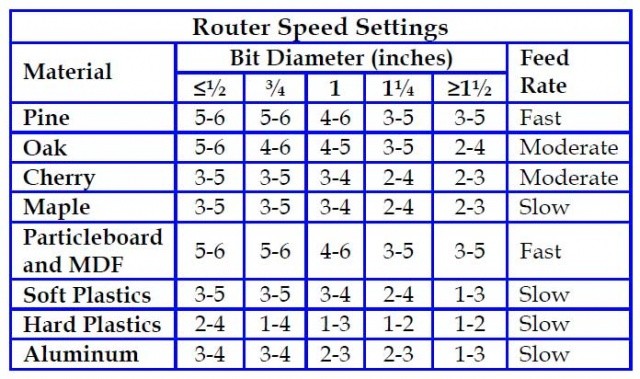
Ja det finns ungefär liknande tabell i svenska manualen. På frässtålet står det "Max 18000" och har 44 mm i diameter så jag gissar att jag får ställa in efter magkänslan
Det är MDF som ska fräsas, provade och fräsa i ek på fyran. Gick rätt bra så jag kör nog med 4,
Det är MDF som ska fräsas, provade och fräsa i ek på fyran. Gick rätt bra så jag kör nog med 4,
Låter rätt, jag har en 45a, och brukar ställa den mellan 3 och 4.End skrev:
--- Mats ---
Har använt CMS till TS75 och OF1400 ett par månader nu och är totalt sätt nöjd. Det jag är väldigt frågande till är vad vinkelanslaget som följde med TS75-set är till för. Hur bär man sig åt för att t.ex. såga 45 grader?
Om du skaffar justerbordet och monterar WA (vinkelanslaget) på det så kan du såga tex 45 grader.Jonstorp skrev:
Justerbordet. Du köper justerbordet, fäster vinkelanslaget på justerbordet, ställer det på 45 grader, klämmer biten du skall såga mot vinkelanslaget, och för biten/anslaget/bordet framåt.Jonstorp skrev:
Anslagets nytta utan justerbord: Stopp vid routing (och sågning men framförallt routing). Hållare till featherboard vid sågning. Mothåll vid fräsning med bit mellan fräsanhåll och vinkelanslag när man fräser ett spår inne i biten så att frässtålet sitter utanför fräsanhållet.
Om du inte köper justerbordet, för en MDF sågad i rätt vinkel längs längdanhållet, eller längs vinkelanslaget ställt på parallel med sågklingan. Det är ingen bra ide att försöka använda vinkelanslaget till att såga vinklar.
Du har redan något dyrt och bra. Justerbordet är ytterligare ett lyft (bortsett från att man kan säga det är ett justerbord är det det som närmast hjälper dig göra allt du kan göra på en annan såg med ett t-track).
--- Mats ---
Investeringen är värd pengarna. Om du använder spillbiten, tänk på farorna med en bordssåg:Jonstorp skrev:
- Spillbiten bör inte vara så lång att den täcker gapet mellan längdanslag och sågklinga, då kan den klämma, och du får en kickback, vilket är bordssågens fara.
- Spillbiten bör vara längre längs längdanslaget än avståndet mellan längdanslag och sågklinga, så den ger en stabilitet. Ju större spillbit, ju säkrare princip (jämför med jiggar för crosscutting.
- Biten du sågar bör inte vara så lång att den täcker gapet mellan längdanslag och sågklinga, då kan den klämma, och du får en kickback, vilket är bordssågens fara.
- Om du kan göra spillbiten som en jig blir den väsentligt bättre. Det vill säga sätt fast ett upp och nervänt U på den som gör att U:ets två delar spänner längs längdanslagets två sidor, då blir spillbiten sidostabil.
Produkter som diskuteras i tråden

Liknande trådar
-
Festool CMS modulplatta
Verktyg, Maskiner & Fordon -
Festool CMS TS55 - Kapar snett
Verktyg, Maskiner & Fordon -
Köpes: Festool bordsbreddare "VB" till CMS-bordet
Köpes, Hyres & Bytes -
Festool CMS VL + CMS TS55R (Östersund)
Säljes, Uthyres & Skänkes -
Festool CMS-sågbord och sänksågar
Verktyg, Maskiner & Fordon