15 690 läst · 101 svar
16k läst
101 svar
Quick and dirty frässvarv
Har ordnat lite rekvisita inför morrondagens svarvgubbeträff.
Liten pinne i ek, ganska lång, lite större i ful-ask, aningen längre, ännu lite större i björk, samma längd som föregående och sen en "ganska" stor men inte så lång av hoplimmade bänkskiverester i ek.

Liten pinne i ek, ganska lång, lite större i ful-ask, aningen längre, ännu lite större i björk, samma längd som föregående och sen en "ganska" stor men inte så lång av hoplimmade bänkskiverester i ek.

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder

Spännande, ska bli intressant att se vad ni kommer fram till.
Ställbart varvtal låter nödvändigt men istället för borrmaskin så hade jag tänkt föreslå motor med ett antal remskivor ( om du inte orkar svarta till en riktig växellåda förstås) så kan du välja utväxling beroende på träslag och diameter. Men reder ni bara ut varvtalstabellen i morgon så antar jag att resten inte blir några problem.
Ställbart varvtal låter nödvändigt men istället för borrmaskin så hade jag tänkt föreslå motor med ett antal remskivor ( om du inte orkar svarta till en riktig växellåda förstås) så kan du välja utväxling beroende på träslag och diameter. Men reder ni bara ut varvtalstabellen i morgon så antar jag att resten inte blir några problem.
Du menar att vi kanske skulle använda en svarv istället för att uppfinna en egen?jac skrev:
Spännande, ska bli intressant att se vad ni kommer fram till.
Ställbart varvtal låter nödvändigt men istället för borrmaskin så hade jag tänkt föreslå motor med ett antal remskivor ( om du inte orkar svarta till en riktig växellåda förstås) så kan du välja utväxling beroende på träslag och diameter. Men reder ni bara ut varvtalstabellen i morgon så antar jag att resten inte blir några problem.
")
Det här är som sagt quick and dirty varianten, det kommer en bättre variant sen, kanske inkl motor då...och/eller en med ställbar automatisk matning för fräsen. Linjärskenor, kugghjul, kan bli kul bygge.
Börjar närma mig den här i tanken känner jag, det där inlägget skrev jag ju halvt på skoj... https://www.byggahus.se/forum/threads/den-halvstora-jiggbyggestraden.283610/page-5#post-2761379
Redigerat:
Inte alls, svarven är ju en urgammal konstruktion, det måste ju gå att göra på ett bättre sätt.Ola C skrev:
Haha, den hade jag glömt. Men grundkonstruktionen är ju redan klar, bara att fixa kugghjulen så snart ni har rett ut frågan om lämpliga varvtal.

Mitt erbjudande om lite mahogny-faner till bockarna kan sträckas ut till ditt borr-borf också..P Pysslarn skrev:
Stort tack för ditt generösa erbjudande! Vågar dock inte ta emot det. Skulle förmodligen resultera i att Jac lämnar in Arbogan till förgyllning — och då spelar det ingen roll om ens borr-borf är fanerat med det mest utsökta och unika fanér som tänkas kan. Det här är ett race man inte kan vinna...Frustrator skrev:
//Ronnie
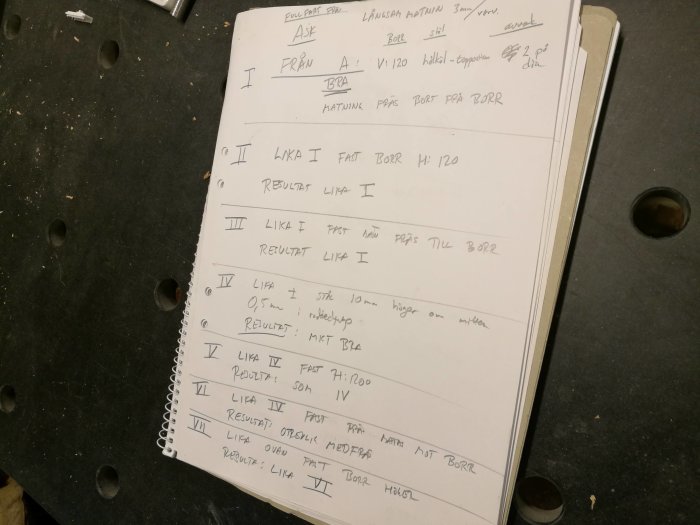
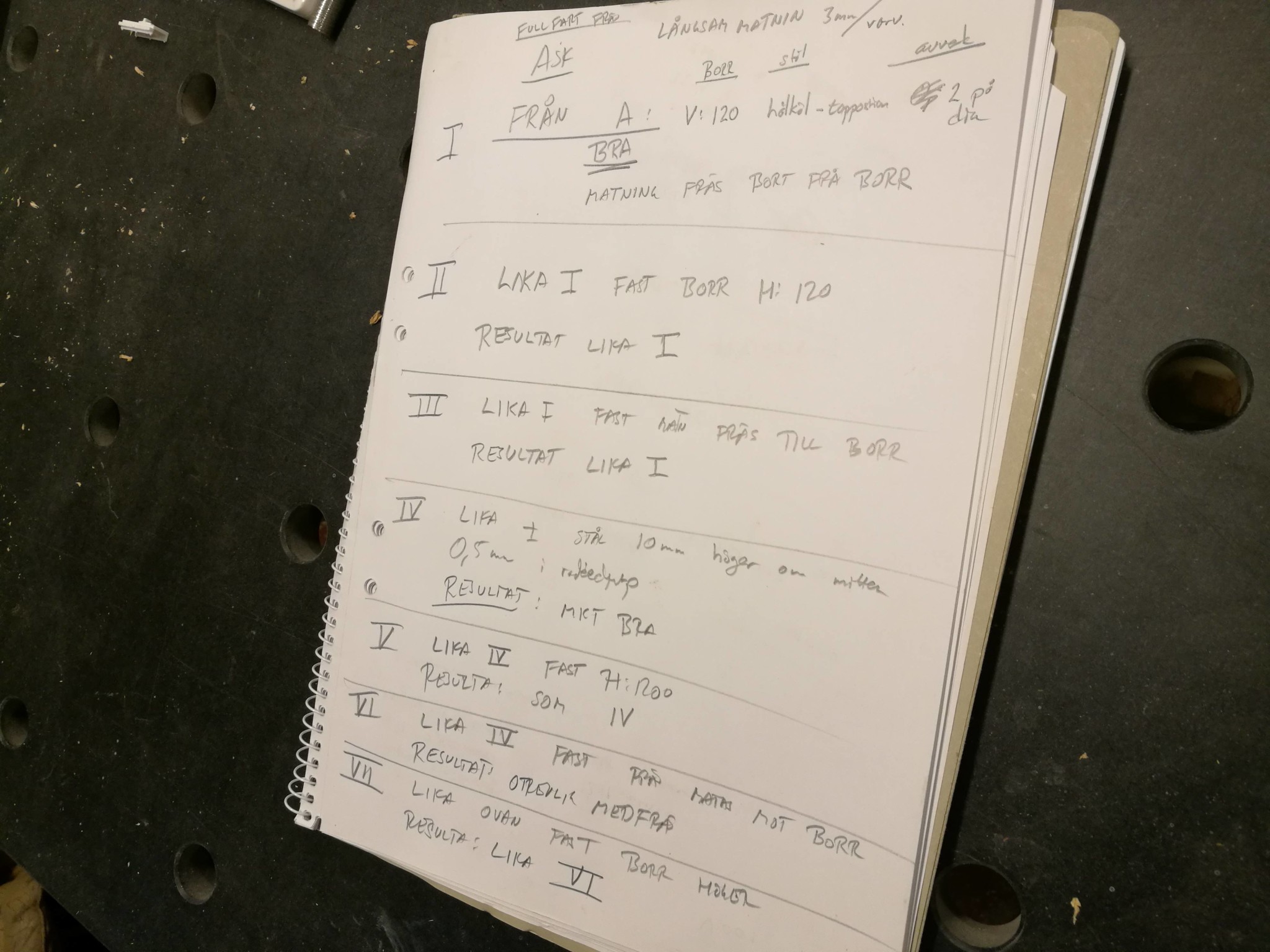
Då va svarvklubbens möte avslutat med mestadels väldigt goda resultat.
Överlag kan man säga att lägre varvtal hjälpte betydligt, vi fick väldigt bra ytor på 120 rpm. Monsterstolpen med 90mm i diameter krävde handvevning på ca 60 rpm för att bli riktigt bra. Inte så konstigt då den hade betydligt större diameter.
Minsta pinnen ca 25 i diameter och gick bra den också.
Vi testade lite olika frässtål, stor diameter gav bra och stabil avverkning ävenvid djupare skär. Fräsen med runda hörn gav bäst finish, så det lutar åt att handla en hålkälsfräs med hyfsad diameter. Rotationshåll på ämnet inverkade obetydligt, vi körde några medfräsningar också, bra finish men svårkontrollerat och knappt bättre finish än normal motfräsning.
Daniel gjorde fina anteckningar och körde sönder svarven.
Edit. Han visade även hur mikrojusteringen fungerar på fräsen jag ägt i 19 år.


Överlag kan man säga att lägre varvtal hjälpte betydligt, vi fick väldigt bra ytor på 120 rpm. Monsterstolpen med 90mm i diameter krävde handvevning på ca 60 rpm för att bli riktigt bra. Inte så konstigt då den hade betydligt större diameter.
Minsta pinnen ca 25 i diameter och gick bra den också.
Vi testade lite olika frässtål, stor diameter gav bra och stabil avverkning ävenvid djupare skär. Fräsen med runda hörn gav bäst finish, så det lutar åt att handla en hålkälsfräs med hyfsad diameter. Rotationshåll på ämnet inverkade obetydligt, vi körde några medfräsningar också, bra finish men svårkontrollerat och knappt bättre finish än normal motfräsning.
Daniel gjorde fina anteckningar och körde sönder svarven.
Edit. Han visade även hur mikrojusteringen fungerar på fräsen jag ägt i 19 år.

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Redigerat:
Mkt trevlig och lärorik kväll! Att stålet m radie skulle vara i topp var ganska väntat. Men jag hade förväntat mig bättre resultat med det fasade stålet. Vi var som sagt noga med att skriva ner inställningar etc, jag ska sammanställa o lägga upp när jag sitter vid dator. Nu gällde klart dessa inställningar/varvtal på fräs/varvtal borrmaskin/avverkning/rotationsriktning borrmaskin/matning på fräsen/val av stål etc bara för den aktuella svarvfräsen, som numera är sönderkörd som sagt. Synd men bitar fram tills dess blev ju bra
Det kan också noteras att alla typer av stål med någon form av hörn på gav mkt urringningar. Långsam matningshastighet eller högt rpm på borrmaskien (som alltså båda innebär mindre material att ta bort för varje egg, som ju oftast främjar ett bra resultat) visade sig ge mindre avstånd mellan kutterslagen (så klart), men ändå en mindre fin yta (inte lika klart, i alla fall inte för mig. Ola som har fräst typ sen jag gick på mellanstadiet (med bara grovinställningen för att göra det svårare) kanske hade förutsett det?)
Det kan också noteras att alla typer av stål med någon form av hörn på gav mkt urringningar. Långsam matningshastighet eller högt rpm på borrmaskien (som alltså båda innebär mindre material att ta bort för varje egg, som ju oftast främjar ett bra resultat) visade sig ge mindre avstånd mellan kutterslagen (så klart), men ändå en mindre fin yta (inte lika klart, i alla fall inte för mig. Ola som har fräst typ sen jag gick på mellanstadiet (med bara grovinställningen för att göra det svårare) kanske hade förutsett det?)
Vi glömde ju spiralstålet. Fasstålet borde inte ge bättre finish än notstålet, bara mer lättinställt då man bara ändrar höjden mellan körningarna, och det där fasstålet va inte i toppskick.
Långsam matning va väl ok men högt rpm medförde antagligen det som @bygga_bo va inne på.
Urringningen la jag inte märke till
. Fasstålet borde inte ge bättre finish än notstålet, bara mer lättinställt då man bara ändrar höjden mellan körningarna, och det där fasstålet va inte i toppskick.Långsam matning va väl ok men högt rpm medförde antagligen det som @bygga_bo va inne på.
Urringningen la jag inte märke till