3 329 819 läst · 18 052 svar
3330k läst
18,1k svar
Vad har du gjort med verktyg och maskiner idag?
Jag skickade ett Pm till Findus och frågade hur han skulle gjort. Vänligt nog for han till snickeriet och gjorde ett test och en infotråd om det. Så ja, så ska jag göra. Det är lite pyssel, men det är nog bästa lösningen. Jag har sett snickerier som stumlimmar geren och sätter en klammer i kittfalsen, men nja...H hyggabus skrev:
Findus lösning var mycket elegant.
jag har funderat över hur korsen i romberna var sammanfogade för att få styrka och hållbarhet. ( kanske har man även tappen i viss riktning relativt regnvatten ?)
Använde forna tiders hantverkare samma geometriska lösning i "korsen" ?
jag har funderat över hur korsen i romberna var sammanfogade för att få styrka och hållbarhet. ( kanske har man även tappen i viss riktning relativt regnvatten ?)
Använde forna tiders hantverkare samma geometriska lösning i "korsen" ?
Tappen hamnar väl bakom kittfalsen och skyddas av glasningen så det borde väl inte spela ngn roll? Sen blir tappen på spröjsen, och småbitarna i romben får slitsen så den undre stående får ju oundvikligen ändträ uppåt. Jag vet tyvärr inte hur de gjorde förr. Våran loge är belamrad med gamla fönster, tyvärr inga med romb, trots att jag vet att huset har haft det. Har nga foton sen 50-talet med dem. Tyvärr gick de hårt åt vårat hus under 70-talet, med sedvanliga asfula lösningar.H hyggabus skrev:
Köpt ny säng som visade sig vara för hög för treåringen att klättra upp i när hon smyger över på natten. Tillsammans satte vi ihop en enkel pall till henne som löste problemet. Och jag fick en glad och stolt dotter som tack.




Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder

@mowatom
Helt rätt. Tappen är inte väderutsatt. Glaset kommer framför tappen. Jag tror att du kommer ligga under en timme extra per romb.
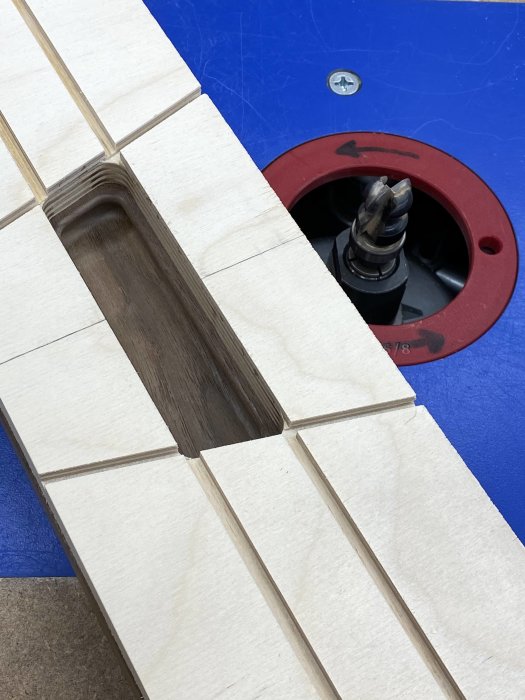
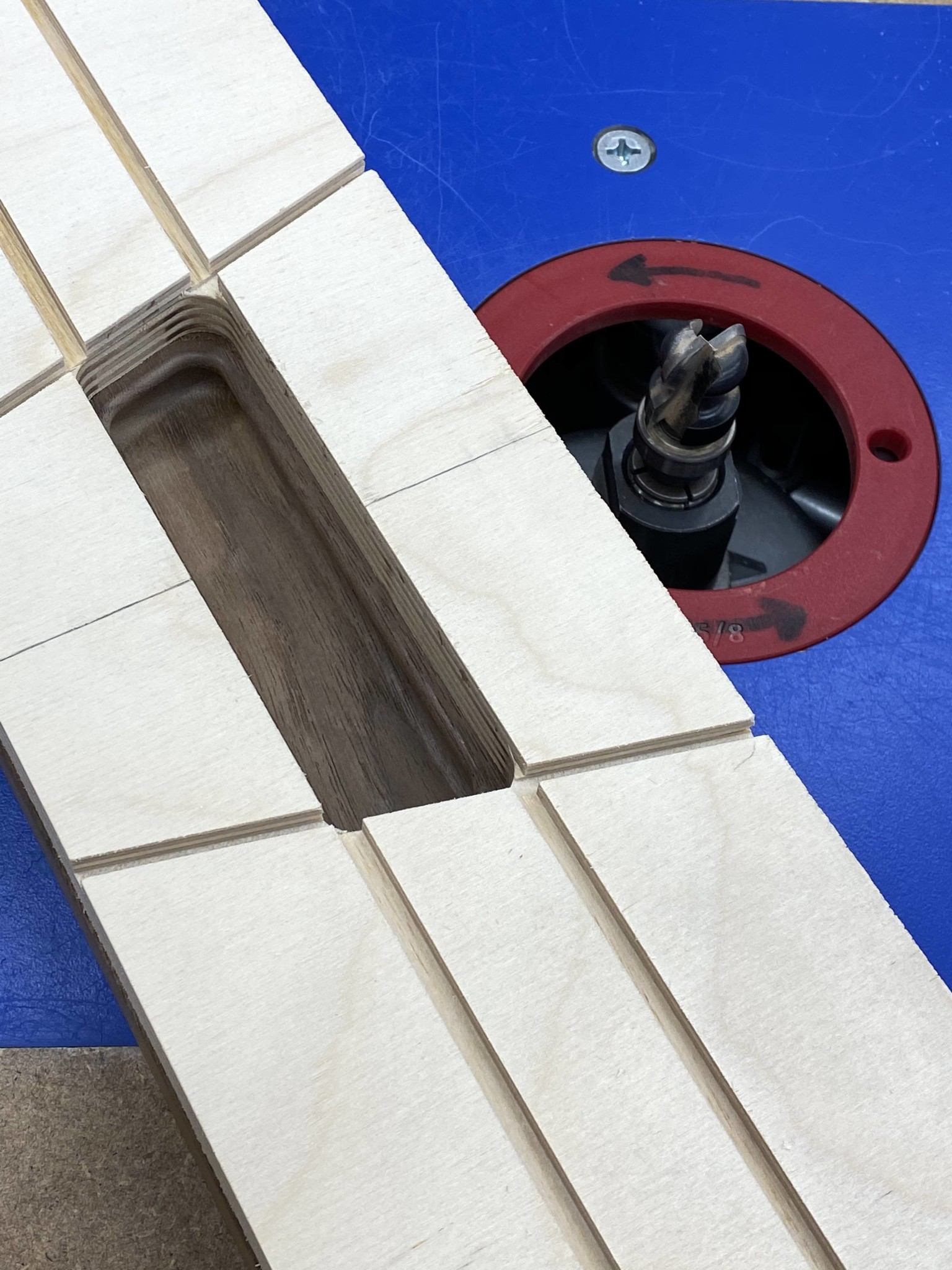
Om du sätter en liten klinga (flattand om du har) i vertikalfräsen. Då kan du tvinga fast en skiva ovanför den, eller för all del såga igenom. Som en slags zero-insert. Tappdjupet är bara ca 11mm
Samma sak som jag gjorde i sågen fast ha bitarna liggande istället. Bättre ergonomi. Har ni klocka på fräsens höjdinställning.
Mvh Findus
Helt rätt. Tappen är inte väderutsatt. Glaset kommer framför tappen. Jag tror att du kommer ligga under en timme extra per romb.
Om du sätter en liten klinga (flattand om du har) i vertikalfräsen. Då kan du tvinga fast en skiva ovanför den, eller för all del såga igenom. Som en slags zero-insert. Tappdjupet är bara ca 11mm
Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Samma sak som jag gjorde i sågen fast ha bitarna liggande istället. Bättre ergonomi. Har ni klocka på fräsens höjdinställning.
Mvh Findus
Elektroniktokig
· 2 451 inlägg

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Fick äntligen tid att göra mitt väggfäste för ctek laddare.

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Denna har också tagit alldeles för mycket tid i anspråk.

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Den här rackaren har sparat enormt mycket tid
")
Använt mig av @findus42 metod för att göra mall. Riktigt bra metod! Tack!



Sedan har jag använt mallen för att fräsa ur handtagsgrepp! Först med 8mm notstål och avslutade med fingergreppsfräsen!





Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Sedan har jag använt mallen för att fräsa ur handtagsgrepp! Först med 8mm notstål och avslutade med fingergreppsfräsen!
Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Tack för den bumpen vectrex - behövde också mallar idag så jag testade också den här metoden. Dock hade jag visst lite otur när jag tänkte för det var först på tredje försöket som jag fick till det. Behov av mallringar och brist på rätt frässtål skyller jag på...
Hur gör man med dessa metod om man behöver en bestämd radie? Det som frässtålet ger är ju begränsat till kullagrets radie. För egen del blev det till att borra med cylinderborr där jag behövde rätt radie (för gångjärn).
Hur gör man med dessa metod om man behöver en bestämd radie? Det som frässtålet ger är ju begränsat till kullagrets radie. För egen del blev det till att borra med cylinderborr där jag behövde rätt radie (för gångjärn).
P
p.lundgren
Husägare
· Värmlänning vilse i Storstockholm
· 750 inlägg
p.lundgren
Husägare
- Värmlänning vilse i Storstockholm
- 750 inlägg
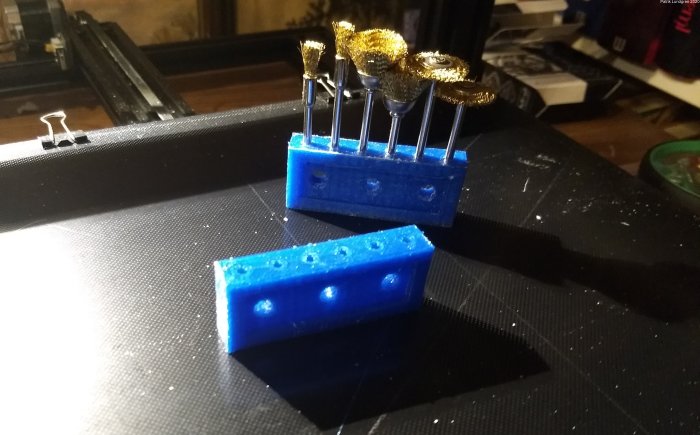
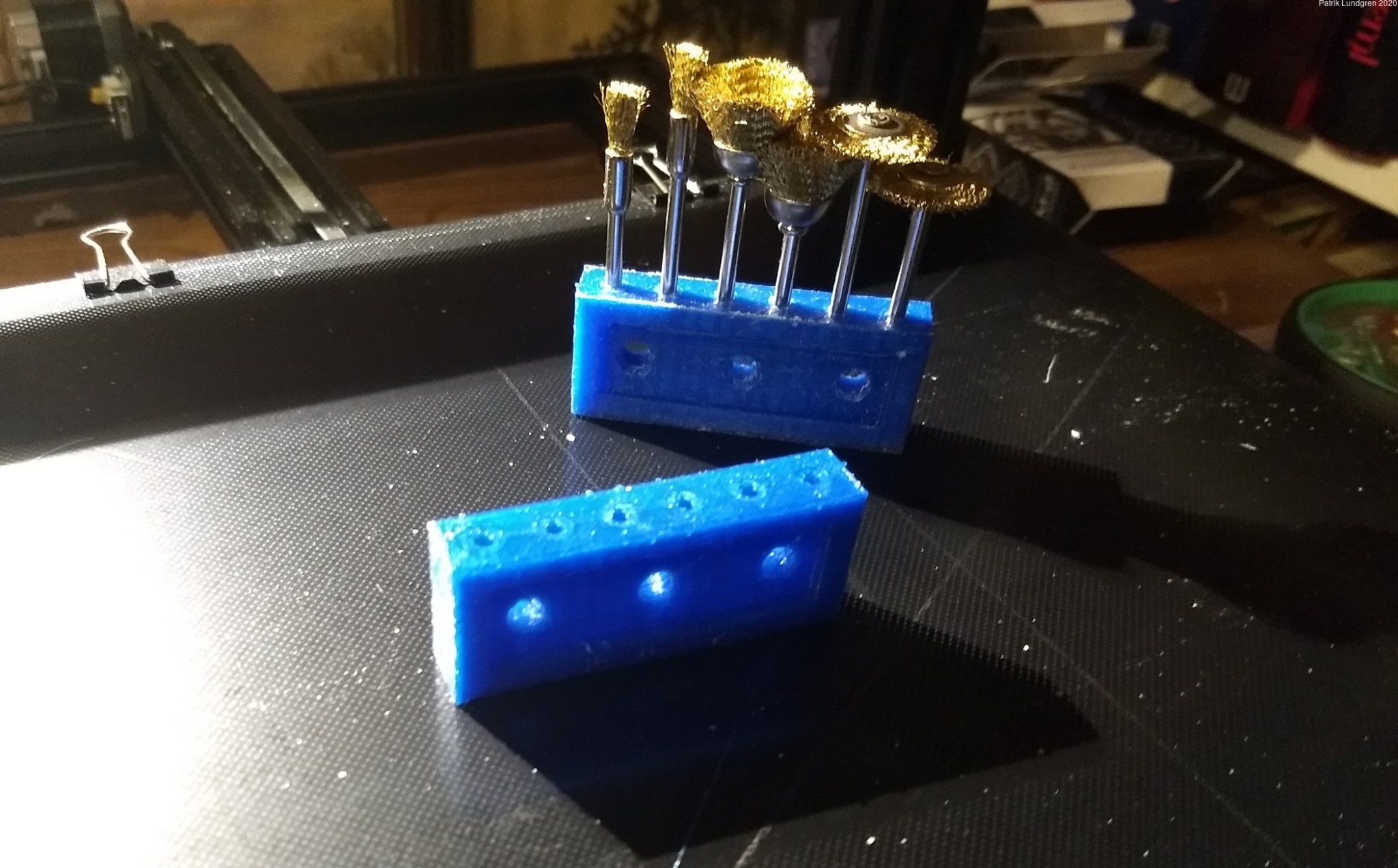
Skriver ut några hållare för verktyg till Dremeln (borstar från Lidl), de ska putsas lite försiktigt och hålen behöver rensas med ett borr, men det gör jag först när jag har skrivit klart.
Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Redigerat:
Njae, kullagrets radie bestämmer minsta radien du kan malla av. Men större går såklart bra!B badtastex skrev:Tack för den bumpen vectrex - behövde också mallar idag så jag testade också den här metoden. Dock hade jag visst lite otur när jag tänkte för det var först på tredje försöket som jag fick till det. Behov av mallringar och brist på rätt frässtål skyller jag på...
Hur gör man med dessa metod om man behöver en bestämd radie? Det som frässtålet ger är ju begränsat till kullagrets radie. För egen del blev det till att borra med cylinderborr där jag behövde rätt radie (för gångjärn).
Metod 1 är att först såga spåren o sen borra hörnen med önskad radie, borrningen ska va tangent med ytterkanterna på spåren. Brukar gå att måtta in hålcentrum rätt hyfsat om man borrar med forstnerbits. Lite delikat övning men brukar bli ok med lite puts på mallen i övergången mellan rak kant o runt hörn.B badtastex skrev:Tack för den bumpen vectrex - behövde också mallar idag så jag testade också den här metoden. Dock hade jag visst lite otur när jag tänkte för det var först på tredje försöket som jag fick till det. Behov av mallringar och brist på rätt frässtål skyller jag på...
Hur gör man med dessa metod om man behöver en bestämd radie? Det som frässtålet ger är ju begränsat till kullagrets radie. För egen del blev det till att borra med cylinderborr där jag behövde rätt radie (för gångjärn).
Metod 2 är borra först, såga nära linjerna o sen fräsa raka kanterna så de möter tangent mot hålen. Stanna fräsadet aningen innan man kör in i cirkeln o putsa till övergången. Det är inte samma som "snabbmallkonceptet" som visats här. Denna metod körde jag på sängbordsbygget.
https://www.byggahus.se/forum/attachments/45-jpg.134406/
https://www.byggahus.se/forum/attachments/46-jpg.134407/
https://www.byggahus.se/forum/attachments/47-jpg.134408/
https://www.byggahus.se/forum/attachments/48-jpg.134409/
Edit. En tredje metod vore att borra först o sen köra grunda spåren med sänksågen. Tycker dock inte riktigt jag har den precisionen i sänksågen att jag skulle pricka en perfekt tangensövergång.
Redigerat:
Jag körde enligt metod 2 (efter lite trixande). Jag behövde använda en mallring med 17mm diameter för att få till det.
Frågan är vilken typ av stål man använder för att fräsa rent - i mitt fall hade jag sågspår inne i mallytan och det går ju inte att bara köra rakt över med ett för litet kopierstål - få får man ju märken vid sågspåren...
En bra metod helt klart men det kan krävas lite eftertanke ibland, får låta bli att ha otur när man tänker då...
Frågan är vilken typ av stål man använder för att fräsa rent - i mitt fall hade jag sågspår inne i mallytan och det går ju inte att bara köra rakt över med ett för litet kopierstål - få får man ju märken vid sågspåren...
En bra metod helt klart men det kan krävas lite eftertanke ibland, får låta bli att ha otur när man tänker då...
Kanske inte helt rätt tråd för jag har inte gjort mer än använt verktyg idag. Men poängen är att det började med att den gamla fula trådgallerhylla i städskrubben skulle ersättas med vita skivor och att utrymmet ovan vattenberedaren skulle få en stor skiva att ställa mindre lådor på. Enkelt jobb som man kan göra med de verktyg man har i snickarbältet. Tänkte jag.
Fyra timmar senare är jag inte färdig och jag har använt vad som känns som alla verktyg utom färgsprutan och handfräsen. Hammare, stämjärn, spikutdragare, hovtång, tre olika bräckjärn, multimaskin, japansåg, fogsvans,tumstock, talmeter, kap/gersåg, speed square, skruvdragare, gammal skruvmejsel med flat huvud, lilla ixo-skruvdragaren, förlängningsskaft till skruvdragare, knytnäven, kompressor (stryk den, det var till dotterns cykelvagn), och ett gäng till. Men det närmar sig...




Fyra timmar senare är jag inte färdig och jag har använt vad som känns som alla verktyg utom färgsprutan och handfräsen. Hammare, stämjärn, spikutdragare, hovtång, tre olika bräckjärn, multimaskin, japansåg, fogsvans,tumstock, talmeter, kap/gersåg, speed square, skruvdragare, gammal skruvmejsel med flat huvud, lilla ixo-skruvdragaren, förlängningsskaft till skruvdragare, knytnäven, kompressor (stryk den, det var till dotterns cykelvagn), och ett gäng till. Men det närmar sig...

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Jättesnyggtfindus42 skrev:
I dag har jag tittat på några fönsterbågar. Ägaren till torpet bågarna kommer ifrån påstår att de här är de som är i bäst skick och att han vill att jag lagar dem så han får se hur det blir och att jag då möjligen kan få åtgärda resten också. Har hört sådant här tidigare och vet ungefär vad det betyder. Skall inte tråka ut er med det. Jag skiter ändå i vilket och lägger tiden på vad jag tycker är rimligt.
Bottestycket och båda stående ramstyckena ända upp till nedre spröjsen är slut. Nedre spröjsen är kex. Där någonstans tycker jag att det inte längre är motiverat att laga. Jag vet att många säger att de gamla virket är mycket bättre blabla. Men hur det än blir så kommer det nya virket som jag sätter dit att hamna på de mest utsatta ställena och därmed bestämma hållbarheten efter lagning. Tidsmässigt så tar det längre tid att laga än det tar att göra en helt ny när det kommer till att slå isär hela för att kunna få in ny spröjs.
[bild]
Tänkte inte på att ta bilder i början. Så inget dokumenterar urval av virke, klyvning och hyvling eller fräsning av profil. Det är hur som helst inte särskilt intressant. Det jag vill förmedla är en arbetsordning som leder till en båge som ser ut som orginalet men utan att behöva använda motprofil.
Som sagt har jag börjat med att fräsa dekorprofilen på alla bitar. Sedan har jag kapat allt material så att stolparna är exakt 2mm längre än orginalbågen och alla liggande delar är 2mm längre än bågens bredd. Orsaken förklaras senare.
Därefter så har jag tiltat klingan i justersågen 45grader och så att säga ”nackat” alla bitar på insidan genom att ställa klyvanhållet som stopp. Klingans höjd är exakt som dekorprofilsdjupet.
Jag har även gerat stolparna där spröjsen skall sitta.
[bild]
Tanken är att om man gör operationen ovan innan man tappar och slitsar. Då är nackningen densamma på båda sidor.
[bild]
Har gjort samma på spröjsen då det är ett perfekt sätt att i ett tidigt skede bestämma längden. Har dock sänkt klingan så att den bara tar någon mm. Detta för att inte ta bort mer material än tappbredden.
Tapphålen har jag kört med domino. Kan inte motivera tiden det tar att stå och hugga in allt för hand. Hade vi haft en stämborrmaskin så hade jag övervägt att använda den. Tidsmässigt så tog det knappt 10min per båge med domino.
[bild]
Tog inga bilder på sågning av tappar. Får medge att jag gillar nya sågen med digitala inställningar av anhåll när jag gör sånt här. Med hjälp av en enkel gigg/påskjutare är det enklast och snabbast att såga tappar och slitsar.
[bild]
Först nu har jag gjort glasfalsen. Det är så pass få bitar så jag har inte besvärat mig med att ställa in en fräs. Sågade falsen. Anledningen till att vänta tills nu är att spröjsen är så klen att anliggningsytorna skulle ha varit för små för att kunna hålla spröjsen rakt vid utförandet av de tidigare operationerna.
För att gera den lilla profilen på spröjsen så att den passar i urtagen i de stående ramstyckena så använde jag en annan jigg. Omvända geringar är besvärliga.
[bild]
Sågade slitsningar med digitalt anhåll blir tillräckligt bra.
[bild]
Torrmontering.
[bild]
Genomgående tapp lika orginal. Tanken är att alla förband också skall pliggas med pinnar. Se det tidigare inlägget om tappvässare enl M Wendel.
[bild]
Övermåttet på två millimeter behövs av två skäl. Först för att det är trevligt att kunna såga rent bågarna runt om så att alla märken efter knektar och annat tas bort. Sedan att det är bra att ha en liten justermån att laborera med när bågarna skall passas in på plats.
[bild]
Bara för att reta känsliga forummedlemmar...
Har lagt ungefär en och en halv timme på att tänka igenom och mäta. Fyra och en halv timme på att hyvla fräsa och såga. Har gjort delar till tre bågar för att vara garanterad att ha användbara grejer till två. Risken finns alltid att något går sönder eller att fel som var dolda kommer fram under arbetet.
Mvh Findus