10 559 läst · 93 svar
11k läst
93 svar
Laga en Morten VF30 vertikalfräs - Svarva gängstång, övriga mekaniska frågor
Jag skulle tro att han menar en vanlig M16 grovgänga. Såna gängstänger användes i hörnen på min Moretenshyvel från 1987. Det mesta på den maskinen var standardkomponenter som är lätta att hitta nya. Visa lite bilder på problemen i takt med att de dyker upp, så ska nog forumet kunna hjälpa till med lösningar.
Av alla snickerimaskiner jag har skruvat med har jag ännu aldrig träffat på en härdad skruv av något slag. Vanligen är skruven och innergängan ungefär lika hårda. Rent allmänt brukar det finnas delar av mjukt axelstål även där man skulle vänta sig åtminstone kromstål. När det har hållit 80 års användning utan märkbar nötning kan man ju inte klandra någon för materialvalet. Överdimensionerar man en maskinkonstruktion tillräckligt och smörjer ordentligt så håller det med vad blötjärn som helst.mexitegel skrev:
Gängstång i metervara är ju oftast 8.8 kvalitet som i sig är hårdare än vanligt blötjärn eller axelstål. Vill man ha större skillnad kan det gå att få tag på 10.9 kvalitet.
Jag tycker att en 20 mm lång M16 gänga låter åt helsike för klent för att lufta hela spindelpaketet. Gängtrycket blir onödigt högt. Kanske man skulle kunna passa in en hylsa med längre innergänga?
Har ingen vetskap om olika kvalitet på dessa stänger men jag har själv vid titt på paketet tänkt att det ser ut att ”frästa på” de där gängstängerna en hel del. Det är ju såklart fäst i både överdel och underdel men motor och spindel lyfts ju via dessa stänger. Jag ska knäppa bilder när jag kommer hem så blir det nog lättare att gå vidare därefter ")
Skulle precis skriva samma sak; Om bara det finns tillräckligt med utrymme känns det som en bra lösning. Gängade hylsor, ”skarvmuttrar” finns ju att köpa på samma ställe som gängstång. Då behöver inte hela plattan bytas ut.H heimlaga skrev:
Redigerat:

Om det är för trångt mot stången så kan du slipa ner en sida av hylsan. Men sen är det även höjden, finns det plats så inte hylsan tar i i ändläget?E ___EM skrev:
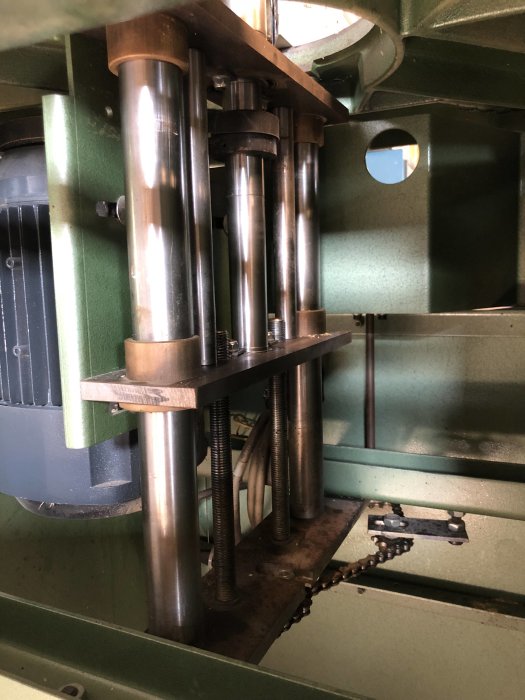
Från vänster:

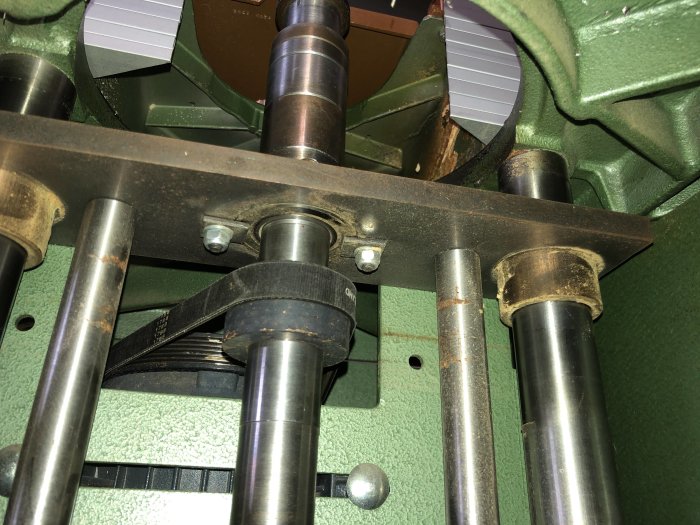
Rakt framifrån:

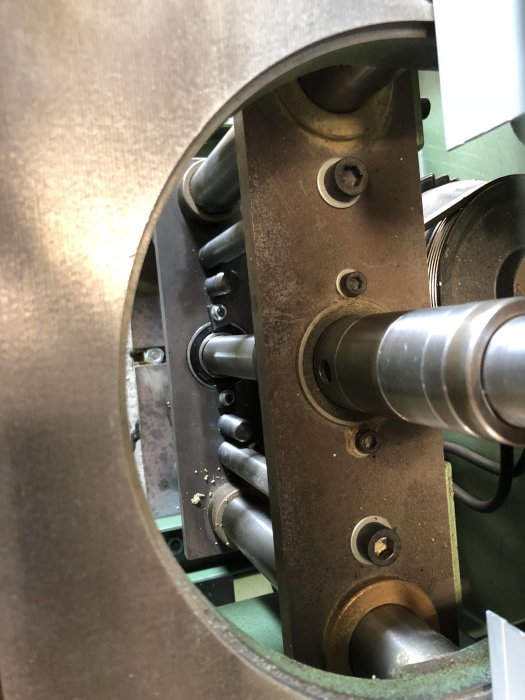
Snett underifrån/framifrån (här syns egentligen bara översta plattan av tre, gängstången är längre ner)
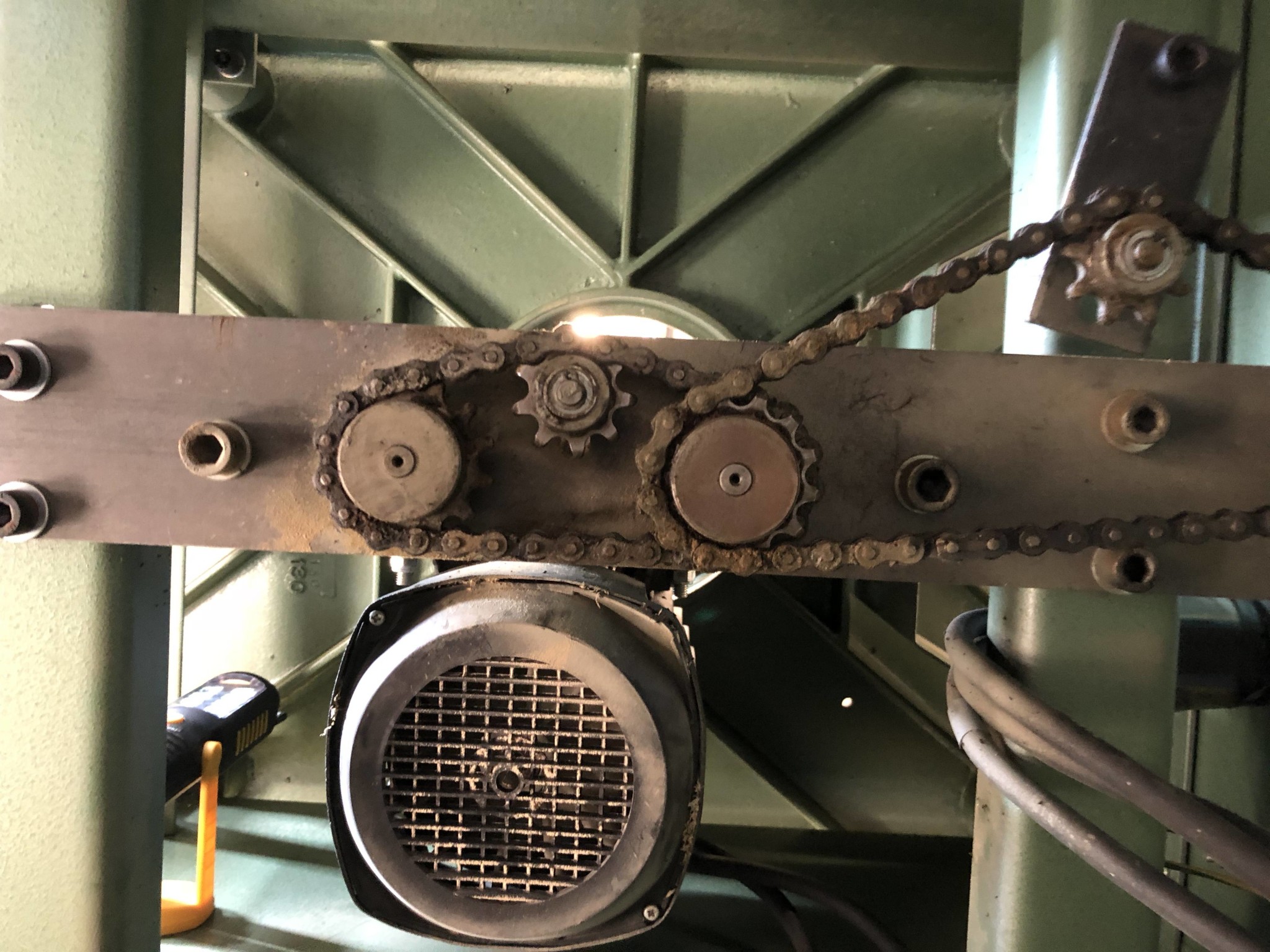
Rakt underifrån, det vänstra drevet sitter på tappen längst ner på gängstången ifråga:
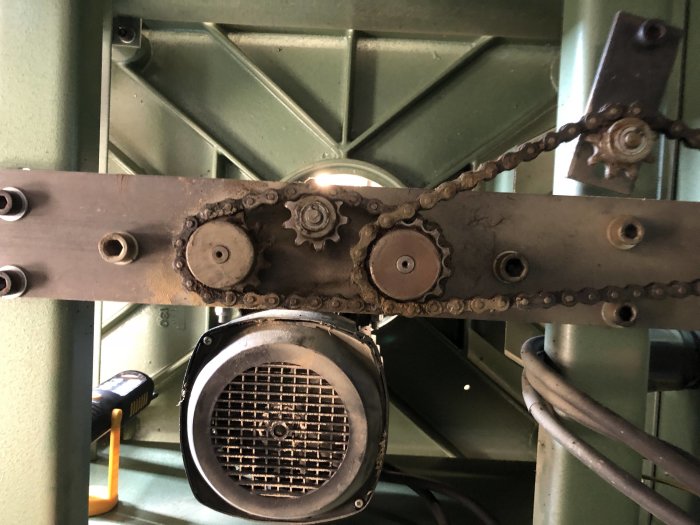
Bild uppifrån bordet

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Rakt framifrån:

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Snett underifrån/framifrån (här syns egentligen bara översta plattan av tre, gängstången är längre ner)

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Rakt underifrån, det vänstra drevet sitter på tappen längst ner på gängstången ifråga:
Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Bild uppifrån bordet

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
När spindeln är i sitt högsta läge tar ingenting emot. Den kommer dock isf inte gå att köra fullt så långt ner som innan men hur ofta kör man med spindeln längst ner? Jag kan inte komma på något tillfälle på rak arm men jag kanske har missat något i tankennanowire skrev:
Jag har förvisso inte skruvat i så mycket snickerimaskiner men desto fler metallbearbetningsmaskiner från 50-talet och framåt och där tycker jag det då brukar vara lite hårdare material, därav mina farhågor. Men det är ju å andra sidan lite annan belastning på saker och ting vid metallbearbetning. Så jag motsäger dig inte - det slog mig bara inte att det kunde vara annorlunda på trämaskinerH heimlaga skrev:Av alla snickerimaskiner jag har skruvat med har jag ännu aldrig träffat på en härdad skruv av något slag. Vanligen är skruven och innergängan ungefär lika hårda. Rent allmänt brukar det finnas delar av mjukt axelstål även där man skulle vänta sig åtminstone kromstål. När det har hållit 80 års användning utan märkbar nötning kan man ju inte klandra någon för materialvalet. Överdimensionerar man en maskinkonstruktion tillräckligt och smörjer ordentligt så håller det med vad blötjärn som helst.
Gängstång i metervara är ju oftast 8.8 kvalitet som i sig är hårdare än vanligt blötjärn eller axelstål. Vill man ha större skillnad kan det gå att få tag på 10.9 kvalitet.
Jag tycker att en 20 mm lång M16 gänga låter åt helsike för klent för att lufta hela spindelpaketet. Gängtrycket blir onödigt högt. Kanske man skulle kunna passa in en hylsa med längre innergänga?
.