55 257 läst · 292 svar
55k läst
292 svar
Daniel Ns snickeribekymmer och -lösningar. Med parkering.


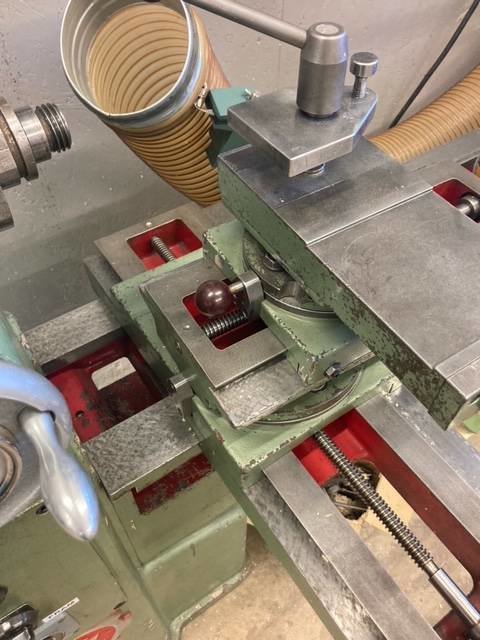
Kvällsjigg! Vi har några lite speciella sågningar att göra i justersågen framöver. Bland annat kilformade ben. Jag har haft denna enkla skiva i huvudet länge men aldrig behövt den tillräckligt mycket för att göra slag i saken.
Detta är bara en prototyp, blir säkert lite ändringar av diverse och sen en slutlig version. T-track som passar till bland annat Festools tvingar.
Tanken är att man kan spänna fast både stöd som håller ämnet på rätt plats och själva ämnet. På så vis kan man snabbt göra flera likadana bitar.
Högersidan är avsågad i efterhand för att få zero-clearance. Lätt att sikta efter och hindrar urslag. Därför skenorna inte går över hela bredden också.
En eklist med stående årsringar håller jiggen i rätt position. Allt låses fast med 2 st M8 skruv som sitter ner i befintliga gängade hål i justerbordet. ev blir det någon komplettering i bakkant om det behövs.
19+16mm MDF är inte optimalt ur synpunkten såghöjd. Men vi kommer ändå att kunna såga ämnen precis över 100mm vilket jag tror räcker långt.




Detta är bara en prototyp, blir säkert lite ändringar av diverse och sen en slutlig version. T-track som passar till bland annat Festools tvingar.
Tanken är att man kan spänna fast både stöd som håller ämnet på rätt plats och själva ämnet. På så vis kan man snabbt göra flera likadana bitar.
Högersidan är avsågad i efterhand för att få zero-clearance. Lätt att sikta efter och hindrar urslag. Därför skenorna inte går över hela bredden också.
En eklist med stående årsringar håller jiggen i rätt position. Allt låses fast med 2 st M8 skruv som sitter ner i befintliga gängade hål i justerbordet. ev blir det någon komplettering i bakkant om det behövs.
19+16mm MDF är inte optimalt ur synpunkten såghöjd. Men vi kommer ändå att kunna såga ämnen precis över 100mm vilket jag tror räcker långt.

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Stiligt. Finns det nån baktanke med att två av skenorna sitter närmre den bredvid eller du va bara trött efter ögonmåttstävlingen o fräste fel?Daniel_N skrev:
Kvällsjigg! Vi har några lite speciella sågningar att göra i justersågen framöver. Bland annat kilformade ben. Jag har haft denna enkla skiva i huvudet länge men aldrig behövt den tillräckligt mycket för att göra slag i saken.
Detta är bara en prototyp, blir säkert lite ändringar av diverse och sen en slutlig version. T-track som passar till bland annat Festools tvingar.
Tanken är att man kan spänna fast både stöd som håller ämnet på rätt plats och själva ämnet. På så vis kan man snabbt göra flera likadana bitar.
Högersidan är avsågad i efterhand för att få zero-clearance. Lätt att sikta efter och hindrar urslag. Därför skenorna inte går över hela bredden också.
En eklist med stående årsringar håller jiggen i rätt position. Allt låses fast med 2 st M8 skruv som sitter ner i befintliga gängade hål i justerbordet. ev blir det någon komplettering i bakkant om det behövs.
19+16mm MDF är inte optimalt ur synpunkten såghöjd. Men vi kommer ändå att kunna såga ämnen precis över 100mm vilket jag tror räcker långt.
[bild] [bild] [bild] [bild]


Fundering!
Ny svarv. Med frågor! Stålhållare mm.
Detta är egentligen inte en metallsvarv utan en Zimmermann sk "patternmakers lathe". Kanske modellsnickarsvarv på svenska? Är från -68 och som jag förstod det så använde man den för att göra mallar för gjutformar i trä.
Den är väl lite av en blandning av en metallsvarv och en träsvarv. Relativt höga varvtal 350-2500rpm med variator. Fram och back, support med tvärslid och dubbla toppslider. Fäste för stål liknande en äldre metallsvarv (jag tror det kallas för engelskt verktygshållare?). Samtidigt finns det också vanligt anhåll för träsvarvning. Det finns ingen matning eller gängningsfunktion. Den är också väldigt mycket klenare än en metallsvarv i motsvarande storlek.
Den har broms och en indexeringsskiva, samt en dubbdocka som är tänkt att kunna justeras i sidled för att svarva koniskt tex. Det finns också ett gap med en bit som kan skruvas loss för att kunna ta större diametrar närmast chucken.
Vår tanke är att dels använda den för vanligt skärsvarvning mot anhåll (träsvarvning alltså). Men också för mer specialjobb. Att snabbt och lätt kunna svarva längre rundstavar mha supporten. Svarva mer avancerade former i trä. Men framförallt att med hjälp av broms och indexeringsskivan kunna fräsa längsgående spår (tänk kolonn) samt borra hål i vinkel in i ett runt ämne.
Till det behöver vi fräs/borrmaskin. Jag vill också ha en mer lättjobbat snabbfäste med stålhållare. Min tanke är att köpa en multifix för 20x20mm stål.
För fräsningen tänker jag mig att köpa en fräskropp med 43mm hals och ER16 hållare för frässtål. Typ en sån här eller liknande: https://www.sorotec.de/shop/Sorotec-SFM-1000-PV-ER.html
Nu tänker jag mig att det borde finnas färdiga stålhållare med 20x20mm skaft där det redan är förberett för att fästa en borrmaskin eller fräs med 43mm hals. Finns det? Någon som vet var? Eller finns det andra bättre sätt att lösa detta?



Ny svarv. Med frågor! Stålhållare mm.
Detta är egentligen inte en metallsvarv utan en Zimmermann sk "patternmakers lathe". Kanske modellsnickarsvarv på svenska? Är från -68 och som jag förstod det så använde man den för att göra mallar för gjutformar i trä.
Den är väl lite av en blandning av en metallsvarv och en träsvarv. Relativt höga varvtal 350-2500rpm med variator. Fram och back, support med tvärslid och dubbla toppslider. Fäste för stål liknande en äldre metallsvarv (jag tror det kallas för engelskt verktygshållare?). Samtidigt finns det också vanligt anhåll för träsvarvning. Det finns ingen matning eller gängningsfunktion. Den är också väldigt mycket klenare än en metallsvarv i motsvarande storlek.
Den har broms och en indexeringsskiva, samt en dubbdocka som är tänkt att kunna justeras i sidled för att svarva koniskt tex. Det finns också ett gap med en bit som kan skruvas loss för att kunna ta större diametrar närmast chucken.
Vår tanke är att dels använda den för vanligt skärsvarvning mot anhåll (träsvarvning alltså). Men också för mer specialjobb. Att snabbt och lätt kunna svarva längre rundstavar mha supporten. Svarva mer avancerade former i trä. Men framförallt att med hjälp av broms och indexeringsskivan kunna fräsa längsgående spår (tänk kolonn) samt borra hål i vinkel in i ett runt ämne.
Till det behöver vi fräs/borrmaskin. Jag vill också ha en mer lättjobbat snabbfäste med stålhållare. Min tanke är att köpa en multifix för 20x20mm stål.
För fräsningen tänker jag mig att köpa en fräskropp med 43mm hals och ER16 hållare för frässtål. Typ en sån här eller liknande: https://www.sorotec.de/shop/Sorotec-SFM-1000-PV-ER.html
Nu tänker jag mig att det borde finnas färdiga stålhållare med 20x20mm skaft där det redan är förberett för att fästa en borrmaskin eller fräs med 43mm hals. Finns det? Någon som vet var? Eller finns det andra bättre sätt att lösa detta?

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
“Något budskap har jag inte. Men jag vill gärna sprida en allmän tolerans för mänskligt vansinne.”
Astrid Lindgren, Svenska Dagbladet 28/9 1970
.
.
.
Vad är vansinne?
Den postmoderne respondenten skulle troligtvis säga att det beror på vem man frågar, men utbroderat i en så lång harrang av ord att själva svaret snart skulle ha drunknat eller sköljts ur till just ingenting.
Själv tror jag att ganska många skulle säga att åtminstone ett exempel på vansinne vore att sortera hundratusentals skruvar, muttrar och beslag i tusentals olika plastaskar och sen märka upp allting med hundratals meter dymo-remsor.
Vansinnigt både för att det skulle ta flera dagars ansträngning, men också utifrån att de stackars snickare som händelsevis skulle kunna tänka sig att utföra just detta troligtvis hade kunnat spendera sin tid väldigt mycket per produktivt.
Men för min del så började det nya året med en insikt. Antingen så går vi igenom och organiserar, sorterar upp och märker alla skruv som inte är i ordning (de vi använder mest frekvent har varit i ordning och uppmärkta i massor av år) eller så kastar vi alltihop.
Att ha en massa saker men att inte snabbt kunna hitta dem är i mina ögon otvetydigt ett starkt tecken på ett blodrött vansinne. Finns ju knappt något värre.
Lösningen blev en kompromiss. En hel del kastades. Sen började den stora sorteringen. Väldigt många skruvar visade det sig. Men nu hittar vi bland dem, snabbt och lätt.
Detta projekt drevs som kan utläsas ovan främst av vansinne. Men det var också en del i våra strävanden mot att effektivisera vårt snickrande. Eller i detta fallet att hitta rätt saker vi behöver när vi snickrar. För allt som är enkelt och rutin måste gå fort så att vi kan spendera tiden på de svåra sakerna. Att ha full koll på var allting finns ökar flytet i vårt arbete och spar energin till där den behövs bäst.






Astrid Lindgren, Svenska Dagbladet 28/9 1970
.
.
.
Vad är vansinne?
Den postmoderne respondenten skulle troligtvis säga att det beror på vem man frågar, men utbroderat i en så lång harrang av ord att själva svaret snart skulle ha drunknat eller sköljts ur till just ingenting.
Själv tror jag att ganska många skulle säga att åtminstone ett exempel på vansinne vore att sortera hundratusentals skruvar, muttrar och beslag i tusentals olika plastaskar och sen märka upp allting med hundratals meter dymo-remsor.
Vansinnigt både för att det skulle ta flera dagars ansträngning, men också utifrån att de stackars snickare som händelsevis skulle kunna tänka sig att utföra just detta troligtvis hade kunnat spendera sin tid väldigt mycket per produktivt.
Men för min del så började det nya året med en insikt. Antingen så går vi igenom och organiserar, sorterar upp och märker alla skruv som inte är i ordning (de vi använder mest frekvent har varit i ordning och uppmärkta i massor av år) eller så kastar vi alltihop.
Att ha en massa saker men att inte snabbt kunna hitta dem är i mina ögon otvetydigt ett starkt tecken på ett blodrött vansinne. Finns ju knappt något värre.
Lösningen blev en kompromiss. En hel del kastades. Sen började den stora sorteringen. Väldigt många skruvar visade det sig. Men nu hittar vi bland dem, snabbt och lätt.
Detta projekt drevs som kan utläsas ovan främst av vansinne. Men det var också en del i våra strävanden mot att effektivisera vårt snickrande. Eller i detta fallet att hitta rätt saker vi behöver när vi snickrar. För allt som är enkelt och rutin måste gå fort så att vi kan spendera tiden på de svåra sakerna. Att ha full koll på var allting finns ökar flytet i vårt arbete och spar energin till där den behövs bäst.

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder

Idag har Praktikant-Maud testat en för henne ny teknik och sågat ut styrskuldra (tror jag det heter på svenska, själva kallar jag det en haunched tenon) från en tapp.
Steg 1 är att märka ut var den ska vara. Med en massa bitar i olika längder är det lätt att man vänder någon åt fel håll. Ett rita ut med blyerts hjälper till!
Genom att testa sig fram har klyvanhållet (som agerar stopp och för ovanlighets skull används tillsammans med kapanhållet) ställts i rätt läge och klingans höjd har justerats in. Magnetstativ och bladmått är utmärkt för att ställa klyvanhållet i rätt läge. På höjden knappar vi in digitalt, men annars hade en Hebor H50 (analog höjdmätare) eller digital höjdmätare varit smidigt.
Maud sågar först snittet längst in. Genom att det då är trä på båda sidor om klingan har hon skapat de bästa förutsättningarna för ett rakt snitt. Urslagsskydd hoppar vi över, det slår inte ut mycket om om det skulle hända är det inget större problem.

Klingan är en notspårsklinga med raka tänder, vilket kommer att ge en mycket bra och jämn yta på tappen.


Efter att första snittet är sågat går hon över till bandsågen och klyver, med ca 1mm övermått (det blir alltså 1mm material kvar). Ett magnetstopp bakom bandet gör sågningen väldigt enkel.
Därefter tillbaka till justersågen. Nu rensas kvarvarande 1mm, samtidigt som ytan blir plan och slät. Maud för ämnet i sidled, fram till klyvanhållet och tillbaka och puttar efterhand justerbordet framåt. En metod som ger mycket bra resultat, men får bara användas för att rensa bort små rester, klingan är ej gjord för att användas med sidobelastning.

Det hade såklart gått att såga bort materialet i justersågen också genom att köra fram och tillbaka och flytta ämnet i sidled. Men dels tar det tid, dels innebär det en viss risk att det på slutet flyger iväg småbitar av trä och kan river ur och skapa en dålig yta på tappen.
Steg 1 är att märka ut var den ska vara. Med en massa bitar i olika längder är det lätt att man vänder någon åt fel håll. Ett rita ut med blyerts hjälper till!
Genom att testa sig fram har klyvanhållet (som agerar stopp och för ovanlighets skull används tillsammans med kapanhållet) ställts i rätt läge och klingans höjd har justerats in. Magnetstativ och bladmått är utmärkt för att ställa klyvanhållet i rätt läge. På höjden knappar vi in digitalt, men annars hade en Hebor H50 (analog höjdmätare) eller digital höjdmätare varit smidigt.
Maud sågar först snittet längst in. Genom att det då är trä på båda sidor om klingan har hon skapat de bästa förutsättningarna för ett rakt snitt. Urslagsskydd hoppar vi över, det slår inte ut mycket om om det skulle hända är det inget större problem.

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Klingan är en notspårsklinga med raka tänder, vilket kommer att ge en mycket bra och jämn yta på tappen.

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Efter att första snittet är sågat går hon över till bandsågen och klyver, med ca 1mm övermått (det blir alltså 1mm material kvar). Ett magnetstopp bakom bandet gör sågningen väldigt enkel.
Därefter tillbaka till justersågen. Nu rensas kvarvarande 1mm, samtidigt som ytan blir plan och slät. Maud för ämnet i sidled, fram till klyvanhållet och tillbaka och puttar efterhand justerbordet framåt. En metod som ger mycket bra resultat, men får bara användas för att rensa bort små rester, klingan är ej gjord för att användas med sidobelastning.

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Det hade såklart gått att såga bort materialet i justersågen också genom att köra fram och tillbaka och flytta ämnet i sidled. Men dels tar det tid, dels innebär det en viss risk att det på slutet flyger iväg småbitar av trä och kan river ur och skapa en dålig yta på tappen.

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Det är inte enkelt att snickra. För att inte göra det värre lägger vi stor vikt på att börja med raka ämnen. Så här gör vi!
I nuläget håller vi på med en uppsättning möbler i furu, varav det mesta skall linoljemålas. Det skall sen monteras i en medeltidskyrka med tidvis rejält svängande relativ luftfuktighet. I kombination med kundens och framförallt våra egna höga krav så blir det en utmaning. Jag skrev i offerten att det var snickerier av högsta kvalitet. I det ligger bland annat att förbereda raka ämnen.
På bilden syns ämnen till vad som skall bli ramarna i spegelluckor. Vi vill att de skall vara raka både när vi arbetar med dem och i längden.
Processen ser ut ungefär såhär:
1) Vi utgår ifrån okantade sidobrädor av högsta kvalitet. Vi köper in dem med 8-10% fuktkvot och förvarar dem sen i avfuktat förråd där de stabiliserar sig kring 8%.
2) Sen plockar vi in betydligt mer än det vi behöver i snickeriet och grovkapar i ungefärliga längder. När vi gör detta tittar vi efter att undvika sprickor, kvistar, kådlöpor eller andra defekter. Sen låter vi bitarna ligga minst en vecka. Därefter ny okulär kontroll. Skulle någon ha rört sig/vridit sig (ovanligt) så plockas den biten bort och används till något annat. Förmodligen skulle det funka fint om man i detta skede också klöv samtliga bitar längs märgen.
3) Sen klyvs det upp bitar. Sidobrädorna är 50mm tjocka och har mest liggande ådring. För att få stående ådring i våra färdiga bitar (som ska bli 32x84mm till slut) så klyver vi och vänder bitarna 90 grader. På så vis får vi stående årsringar. Märgen klyvs bort. Däremot är vi inte rädda för splintved, i ett inomhusklimat är det inte så viktigt. När vi klyver undviker vi också kvistar men också närheten till kvistar. Vi klyver upp till ca 50x50mm bitar. Klyvningen görs på justersågen. Om någon bit verkar vresig och extra dum vid klyvningen så sorteras den bort och blir något annat. Sen får det ligga och vila igen, åtminstone 1v.
4) Nu riktar och planar vi fram bitar som är ca 38x46mm. Återigen sorteras bitar som beter/betett sig märkligt bort. Sen får det ligga igen, storleksordningen 1v.
5) Nu riktas och planas allting igen. Tar ca 1mm per sida. På så vis får vi helt nybearbetade ytor. Därefter limmas allting med D4 tvåkomponent PVAc lim. Torkning 24h. Sen får det ligga igen. Kan vara längre denna gång, beror lite på när vi behöver materialet.
6) Knepiga bitar sorteras bort. Sen skrapas limknutor bort med hårdmetallskrapa (för att spara stålen i hyveln) och sen riktas och planas bitarna till färdigmått (för tillfället, det blir mer avverkning längre fram) till 32x84mm. Vi tar ungefär lika mycket från alla sidor. Limfogen hamnar i mitten. Vi gör mer än vi behöver. Det är lätt att man gör något fel längre fram och behöver en reservbit...
Nu har vi generellt väldigt raka och stabila ämnen!
Jag har genom åren testat många olika metoder. Dels att bara såga bort märgen och limma ihop igen (inte det mest stabila, inte stående årsringar om man ej utgår från stamvara, men ser ju snyggast ut om det ej ska täckmålas). Dels har jag gjort vändlimning med störtning, som ger väldigt stabila ämnen, men kan ge problem vid hyvling då de två ihoplimmade bitarna är åt olika håll. Jag upplever dock att metoden jag beskriver ovan blir lika bra som vändlimning med störtning.
Om det inte är viktigt för utseendets skull så lägger vi inte vikt vid att limma ihop två bitar från samma plank. I teorin kan jag tycka att det borde ge stabilare ämnen, då bitarna är ungefär lika "starka" men i praktiken kan jag inte påminna mig om att jag har märkt någon skillnad.
Däremot är jag övertygad om vikten av att sålla bort bråkiga bitar. Det finns helt enkelt massor av trä som inte är lämpat att bli långa raka ämnen.
En nackdel med metoden ovan är att man får en limfog synlig från utsidan. Speciellt utomhus hade jag undvikit detta, då rörelse i träet kan göra att den blir synlig.
Sågning och fräsning av lötning.
Idag håller jag på med att dricka kaffe, njuta av vädret och tillverka fönster. Vi beställde CNC-frästa mallar i 19mm MDF. Om vi inte hade gjort det så hade de tillverkats med radiemall, se här: https://www.facebook.com/permalink....txCh8cSAP4iJd9S6SJTmkxp1l&id=1410317319044784
Häromdagen så sågades och limmades en massa bitar. Vi var moderna igen och bad Carmonius Finsnickeri om hjälp med att cadda upp hur vi skulle placera bitarna och i vilken vinkel de skulle sågas. Otroligt smidigt jämfört med penna, papper och trixande fram och tillbaka. Tack Ola!
Nu har tiden kommit till att kopiera formen på mallen över till våra limmade ämnen. Ämnena är limmar furu, 3 lager, totalt 115mm höjd. 2 bitar i första lagret, 3 i andra och 2 i det sista. De läggs omlott, ungefär som när man murar.
Mallen fästs med skruv i ändarna (det som senare skall sågas av) och med några bitar dubbelhäftande tejp på mitten. Då mallen inte är så bred är jag lite orolig kring om den vill böja eller flytta sig om den får för mycket sidobelastning.
Sen är det sågning. Med vår sågjigg i bandsågen, som utnyttjar samma mall som till fräsningen, går det otroligt snabbt att såga och vi får en helt jämntjock yta att fräsa av, alltid en fördel. Använder 25mm blad, 3TPI.
Därefter fräsning. Eftersom jag var lite fundersam kring trycket på mallen är tanken att först kopierfräsa en så låg yta som möjligt som sen blir stödyta (istället för att mallen skall vara stödyta) åt kullagerringen i vertikalfräsen. Använder därför fräsbordet med ett frässtål med kullager, 1/2" skaft, 25mm diameter, skärhöjd 25mm, tvåskärig vändskärsfräs, 24000rpm. Eftersom kullagret är betydligt lägre än mallens 19mm tjocklek kan justera så att falsen som fräses endast 15mm hög. Notera att mallen är mycket längre än ämnet vilket gör att den har kontakt med kullagret långt innan fräsningen börjar, väldigt viktigt för säkerheten.
I efterhand var nog detta steg lite väl försiktigt, mallen har suttit fast väldigt bra.
Nu tas mallen av och monteras på nästa ämne.
Nästa station är vertikalfräsen. Min nyss frästa fals blir ny stödyta åt en kullagerring (kunde också vara en fast mallring). Använder en 125mm diameter spiralkutter med vändskär, 60mm höjd, 6000rpm. Motmatning för hand. Avverkningen är ca 3mm djup (det som är kvar efter sågningen). För att undvika ränder så är förskären både uppe och nere avmonterade. Spiralkuttern gör ett bra jobb med att undvika urslag.
Viktigt att observera nu är att eftersom mallen inte längre används så finns det ingenting som sticker ut framför och skapar kontakt med kullagret innan kutter börjar avverka. Därför är det helt centralt att det finns en bra "starting pin" som är så nära kuttern som möjligt. Dessa tillverkar vi generellt specifikt för varje jobb i 12 eller 15mm plywood som skruvas fast i bordet. Otroligt viktig säkerhetsdetalj.
Eftersom kuttern är för låg så fräses inte hela ytan. Det sker i sista steget (jag ändrar alltså inte kutterhöjden för varje bit utan kör allting i serie så gott det går).










Idag håller jag på med att dricka kaffe, njuta av vädret och tillverka fönster. Vi beställde CNC-frästa mallar i 19mm MDF. Om vi inte hade gjort det så hade de tillverkats med radiemall, se här: https://www.facebook.com/permalink....txCh8cSAP4iJd9S6SJTmkxp1l&id=1410317319044784
Häromdagen så sågades och limmades en massa bitar. Vi var moderna igen och bad Carmonius Finsnickeri om hjälp med att cadda upp hur vi skulle placera bitarna och i vilken vinkel de skulle sågas. Otroligt smidigt jämfört med penna, papper och trixande fram och tillbaka. Tack Ola!
Nu har tiden kommit till att kopiera formen på mallen över till våra limmade ämnen. Ämnena är limmar furu, 3 lager, totalt 115mm höjd. 2 bitar i första lagret, 3 i andra och 2 i det sista. De läggs omlott, ungefär som när man murar.
Mallen fästs med skruv i ändarna (det som senare skall sågas av) och med några bitar dubbelhäftande tejp på mitten. Då mallen inte är så bred är jag lite orolig kring om den vill böja eller flytta sig om den får för mycket sidobelastning.
Sen är det sågning. Med vår sågjigg i bandsågen, som utnyttjar samma mall som till fräsningen, går det otroligt snabbt att såga och vi får en helt jämntjock yta att fräsa av, alltid en fördel. Använder 25mm blad, 3TPI.
Därefter fräsning. Eftersom jag var lite fundersam kring trycket på mallen är tanken att först kopierfräsa en så låg yta som möjligt som sen blir stödyta (istället för att mallen skall vara stödyta) åt kullagerringen i vertikalfräsen. Använder därför fräsbordet med ett frässtål med kullager, 1/2" skaft, 25mm diameter, skärhöjd 25mm, tvåskärig vändskärsfräs, 24000rpm. Eftersom kullagret är betydligt lägre än mallens 19mm tjocklek kan justera så att falsen som fräses endast 15mm hög. Notera att mallen är mycket längre än ämnet vilket gör att den har kontakt med kullagret långt innan fräsningen börjar, väldigt viktigt för säkerheten.
I efterhand var nog detta steg lite väl försiktigt, mallen har suttit fast väldigt bra.
Nu tas mallen av och monteras på nästa ämne.
Nästa station är vertikalfräsen. Min nyss frästa fals blir ny stödyta åt en kullagerring (kunde också vara en fast mallring). Använder en 125mm diameter spiralkutter med vändskär, 60mm höjd, 6000rpm. Motmatning för hand. Avverkningen är ca 3mm djup (det som är kvar efter sågningen). För att undvika ränder så är förskären både uppe och nere avmonterade. Spiralkuttern gör ett bra jobb med att undvika urslag.
Viktigt att observera nu är att eftersom mallen inte längre används så finns det ingenting som sticker ut framför och skapar kontakt med kullagret innan kutter börjar avverka. Därför är det helt centralt att det finns en bra "starting pin" som är så nära kuttern som möjligt. Dessa tillverkar vi generellt specifikt för varje jobb i 12 eller 15mm plywood som skruvas fast i bordet. Otroligt viktig säkerhetsdetalj.
Eftersom kuttern är för låg så fräses inte hela ytan. Det sker i sista steget (jag ändrar alltså inte kutterhöjden för varje bit utan kör allting i serie så gott det går).

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder

Många moment!
Lätt att förbise säkerhetsaspekterna — även om man egentligen inte är slarvig... Så viktigt att alltid försöka förutse vad som kan gå snett. Bra påminnelse, tack!
Fina bågar i slutänden, men det var ju lite förväntat!
Tack för en bra teorilektion. Kommer att testa lötning snart när jag skall hjälpa brorsan att göra ett runt (ICKE öppningsbart) fönster till deras bastu. Han hade lite idéer initialt som jag fått honom att överge vilket resulterat att jag nog blir inblandad i bygget. Men det är bara kul!
Väldigt intressant att få se hur ni tar er an en sådan här produktion!
//Ronnie
Lätt att förbise säkerhetsaspekterna — även om man egentligen inte är slarvig... Så viktigt att alltid försöka förutse vad som kan gå snett. Bra påminnelse, tack!
Fina bågar i slutänden, men det var ju lite förväntat!
Tack för en bra teorilektion. Kommer att testa lötning snart när jag skall hjälpa brorsan att göra ett runt (ICKE öppningsbart) fönster till deras bastu. Han hade lite idéer initialt som jag fått honom att överge vilket resulterat att jag nog blir inblandad i bygget. Men det är bara kul!
Väldigt intressant att få se hur ni tar er an en sådan här produktion!
//Ronnie
Idag har nya svarven rastats lite. Behövde lite specialdelar till att hålla en rundstav som ej fanns att uppbringa.





Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder