5 376 läst · 30 svar
5k läst
30 svar
Förband MDF-konstruktion

Såna här
http://www.theofils.se/produkt/Kopplingbeslag-665--22613.aspx
Får kanske slipa ner lite för att få plats på 16mm. Förbanden kan bli helt stumma. Blir väldigt stark sammanfogning.
Eller så använder du snäckor med genomgående pinnar om belastningen är liten.
http://www.theofils.se/produkt/Dubbelbult-7x34-mm--61158.aspx
http://www.theofils.se/produkt/Kopplingsbeslag-28620-18620--61117.aspx
Mvh Findus
http://www.theofils.se/produkt/Kopplingbeslag-665--22613.aspx
Får kanske slipa ner lite för att få plats på 16mm. Förbanden kan bli helt stumma. Blir väldigt stark sammanfogning.
Eller så använder du snäckor med genomgående pinnar om belastningen är liten.
http://www.theofils.se/produkt/Dubbelbult-7x34-mm--61158.aspx
http://www.theofils.se/produkt/Kopplingsbeslag-28620-18620--61117.aspx
Mvh Findus
Om du är orolig för styrkan i gängningen eller vill minska godstjockleken så kan du borra hålen i kvadratrören med friktionsborr av kiselkarbidkarbid. I ett sådant hål hamnar materialet från hålet som en krage runt insidan av hålet vilket ger ett djupare hål att gänga och kraftigt höjer hållfastheten.Björn Melander skrev:
Tack för förslag!
Aluminiumprofilerna är ju smidiga. Tänker dock att anliggningsytan/djupet inte blir så stor samt att draget behöver lösas med vinklar eller liknande som du skriver Skooda.
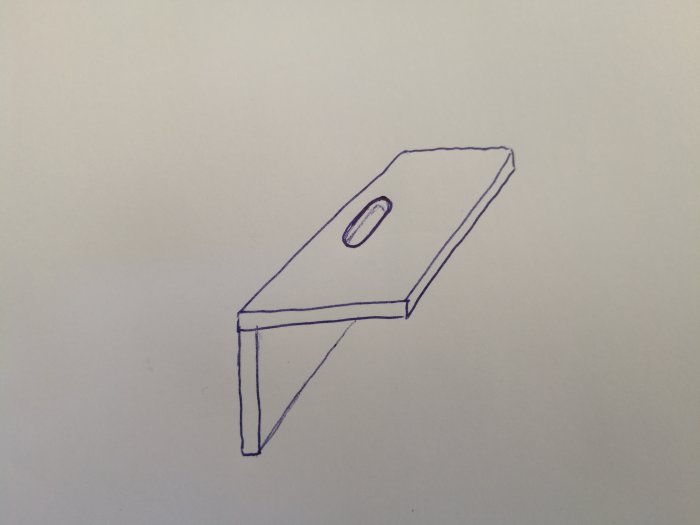
Då jag vill ha en ren design funderar jag på att ha en ståndare / pelare som nav (kvadratrör i stål med godstjocklek 2 mm så det går att gänga) och köra med hängbeslag / nyckelhål i MDF:en (se bif skiss).
Frågan är då hur man smidigast fräser in hängbeslagen i de otympliga MDF-skivorna?
[bild]
Verktygstokig
· Stockholm
· 1 360 inlägg
Bra tips Nanowire! Godstjocklek rör är 2 mm.
Ska strax göra en prototyp.
Ska strax göra en prototyp.
Här är en annan variant av kopplingsbeslag
http://www.axminster.co.uk/adhesive...en-cabinet-drawer-fittings/worktop-connectors
http://www.axminster.co.uk/adhesive...en-cabinet-drawer-fittings/worktop-connectors
Verktygstokig
· Stockholm
· 1 360 inlägg
Jag gjorde en modell i 19 mm MDF med utanpåliggande hängbeslag. Funkar finfint rent mekaniskt. Styrning för övre sektionen kör jag med domino / kex.
Det enda som är obra är spalten mellan ståndaren och MDF. Hur fasen försänker man hängbeslag på ett smart sätt när det kommer till stora skivor?



Det enda som är obra är spalten mellan ståndaren och MDF. Hur fasen försänker man hängbeslag på ett smart sätt när det kommer till stora skivor?

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Den där känns rätt instabil på 16mm kant. Edit. Ska du köra med en sån så spänn en bräda på varje sida om skivan så fräsen får större anläggningsyta.
Är det många urtag hade jag gjort en mall som i bilden nedan, spåret anpassat för att passa kopierhylsa i fräsen. Vinkeln spänns runt skivan. Fördelen med denna förutom bra stabilitet är att urtagets längd är satt av mallens spår så du behöver inte fibbla med det varenda fräsning.
Är det många urtag hade jag gjort en mall som i bilden nedan, spåret anpassat för att passa kopierhylsa i fräsen. Vinkeln spänns runt skivan. Fördelen med denna förutom bra stabilitet är att urtagets längd är satt av mallens spår så du behöver inte fibbla med det varenda fräsning.

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Verktygstokig
· Stockholm
· 1 360 inlägg
Tack för bra förslag!
På grund av skivornas storlek ser jag inget annat alternativ än att bearbeta kanterna när skivan ligger plano. Det innebär att fräsen inte kan hållas vertikalt, vilket blir lite svajigt och tungjobbat om jag använder överhandsfräsen.
Eftersom det blir lite större serier som ska göras känns det värt att lägga ned lite tid på en bra mall och finna ett smidigt tillvägagångssätt.
Tankar på det?
Tackar på förhand / Björn
På grund av skivornas storlek ser jag inget annat alternativ än att bearbeta kanterna när skivan ligger plano. Det innebär att fräsen inte kan hållas vertikalt, vilket blir lite svajigt och tungjobbat om jag använder överhandsfräsen.
Eftersom det blir lite större serier som ska göras känns det värt att lägga ned lite tid på en bra mall och finna ett smidigt tillvägagångssätt.
Tankar på det?
Tackar på förhand / Björn
Du titulerar ju dig själv verktygstokig, kanske ta tillfället i akt att köpa en mindre överhandsfräs, fastbas /"kantfräs", typ makita ro0700, Bosch eller dewalts dito - givet att du inte redan har en sådan...
Jag skulle då moddat Olas mall ovan så att den styr på bottensulan (tror inte min tar kopierringar iaf) och det skulle inte jag ha några problem att köra liggande
/U
Jag skulle då moddat Olas mall ovan så att den styr på bottensulan (tror inte min tar kopierringar iaf) och det skulle inte jag ha några problem att köra liggande
/U
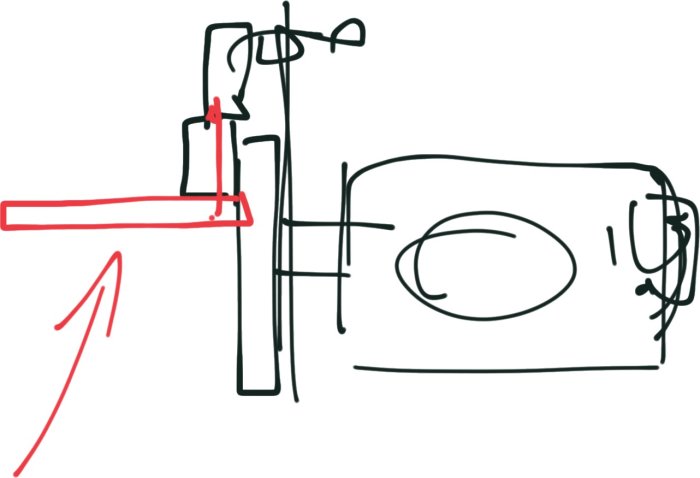
Ok, jag ändrar lite. Det är ju inga synliga ytor och borde va ok med radier ner i brunnen.
Så, hoppas bilden förklarar ok. Fräsen hålls utanför skivan i mallens urtag, tryck in fräsen mot skivan och sen ut igen.
Edit...en domino xl med 12mm stål (eller hur breda beslagen nu är) och begränsning av skärdjupet känns som snabbaste metoden.")
Så, hoppas bilden förklarar ok. Fräsen hålls utanför skivan i mallens urtag, tryck in fräsen mot skivan och sen ut igen.
Edit...en domino xl med 12mm stål (eller hur breda beslagen nu är) och begränsning av skärdjupet känns som snabbaste metoden.

Redigerat:
Självklart kan du bearbeta kanterna stående. En fördel med det är att du slipper välta ner skivorna. Enklare att ha dem stående hela tiden.
Spänn fast dem stående mot en bänk med släta sidor. Ställ dig på bänken när du fräser. Är du säkerhetsfetishist kan du spika ihop räcken på bänken.
Anledningen att ha dem stående när du använder handöverfräs och mall är förstås att du inte behöver använda muskler för att hålla upp fräsen utan kan koncentrera dig på att följa mallen.
Om du bestämt dig för att fräsa med skivorna liggande. Använd det vanliga sidoanslaget men bygg på det med en skiva. Då blir det enklare att hålla fräsen i vinkel. Sätt på dig kopp-skydsglasögon så du vågar titta ordentligt och kör efter streck med ett pinnstål i samma dim som beslaget. Ett moment utan att tveka eller köra om.
Tänk på att mdf har en tendens att spricka i kanterna när man skruvar. Alla skruvar måste in en bra bit och förborras hela vägen. Med risk för att favorisera ett enskilt fabrikat så rekommenderar jag helgängad SPAX för uppgiften. De har vassare gängor än billigare skruv. Finns säker andra bra skruv som jag inte stött på.
Mvh Findus
Spänn fast dem stående mot en bänk med släta sidor. Ställ dig på bänken när du fräser. Är du säkerhetsfetishist kan du spika ihop räcken på bänken
.Anledningen att ha dem stående när du använder handöverfräs och mall är förstås att du inte behöver använda muskler för att hålla upp fräsen utan kan koncentrera dig på att följa mallen.
Om du bestämt dig för att fräsa med skivorna liggande. Använd det vanliga sidoanslaget men bygg på det med en skiva. Då blir det enklare att hålla fräsen i vinkel. Sätt på dig kopp-skydsglasögon så du vågar titta ordentligt och kör efter streck med ett pinnstål i samma dim som beslaget. Ett moment utan att tveka eller köra om.

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Tänk på att mdf har en tendens att spricka i kanterna när man skruvar. Alla skruvar måste in en bra bit och förborras hela vägen. Med risk för att favorisera ett enskilt fabrikat så rekommenderar jag helgängad SPAX för uppgiften. De har vassare gängor än billigare skruv. Finns säker andra bra skruv som jag inte stött på.
Mvh Findus
Verktygstokig
· Stockholm
· 1 360 inlägg
Grymt bra förslag
Måste köra skivorna liggandes då jag bara har 245 takhöjd i verkstan. Kommer testa Olas jiggförslag. Eftersom radien blir dold är det ju både enkelt och klockrent - hade dock inte kommit på det själv
Måste köra skivorna liggandes då jag bara har 245 takhöjd i verkstan. Kommer testa Olas jiggförslag. Eftersom radien blir dold är det ju både enkelt och klockrent - hade dock inte kommit på det själv
Verktygstokig
· Stockholm
· 1 360 inlägg
Fördelen med Findus förslag är att man slipper ytterligare en jigg (eller mäta) när hängblecken monteras. Får köpa en lättare fräs i så fall.